近年来大型汽轮机中的叶片普遍采用弯扭叶型,其精度要求高、制造难度大,而主要的加工难点则集中在对型面的加工上。由于多轴铣相比传统三轴铣具有加工适应性强、切削状态好的优点,目前该类叶片的型面加工通常都采用多轴铣的方式来进行。
然而,目前国内汽轮机叶片多轴数控加工设备及软件基本由国外厂商所提供,并采取捆绑销售。由于专用编程软件根据叶片加工的特点及专用机床的配置而设计,因此针对性很强。不仅具有丰富的多轴加工策略,还包含了叶片辅助工艺设计功能。当输入叶片的造型数据后,只要进行简单的参数设定,就能配合专用叶片机床快速完成叶片加工。然而由于在程序中包含了大量的机床专用指令,因此无法直接移植到其它数控机床上进行使用。近年来虽然市场上也出现一些国产的叶片加工机床,有的还在某些技术上有所突破,但总体来讲应用效果并不十分理想,其中的一个重要原因就是没有解决好叶片的多轴编程问题。而基于通用CAD/CAM软件的应用研究及二次开发,无疑是解决叶片多轴编程的可行之路。本文将在分析叶片多轴加工特点的基础.基于SIEMENS NX软件对叶片多轴加工中的若干关键技术进行研究。
1 叶片多轴加工的工艺特点
以一个典型的叶片型面多轴铣加工工艺为例,所包含的主要工序通常有(如图1):
(1)型面开槽:在靠近叶根(或叶冠)的一端的型面毛坯上开出一条宽槽,以方便后续加工的刀具落刀,如图1a所示。
(2)型面半精加工:在上述工序所开的槽处落刀,沿汽道方向进行扩槽加工,如图1b所示。
(3)过渡面清根加工:以叶根(或叶冠)侧面为导向,绕汽道面加工出符合要求的圆弧过渡面,如图1C所示。刀具一般采用带锥度球刀,根据余量情况,可采用不同直径的刀具进行多次切削。
(4)汽道面整体精加工:一般使用直径较小的带锥度球刀,以较小的切削量和较大的切削速度完成整个型面的精加工,如图1d所示。

图1叶片型面多轴铣加工工艺的主要工序
在上述典型工艺中,型面的半精及精加工均采用螺旋线铣削方式,其走刀轨迹由刀具围绕叶片型面作整周回转的一系列螺旋线所形成。而开槽及清根加工则采用类似的绕叶片作整周回转的轨迹,其共同的特点是:叶片整周切削过程中,轨迹光滑连续,可采用高速铣削;同时切削过程中叶片对称受力,使加工变形大大减小。
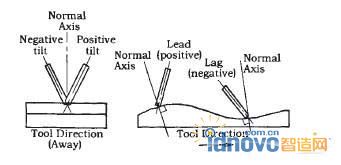
多轴铣在给叶片型面加工带来很多优点的同时,也带来了许多应用上的复杂性。首先是多轴算法相比3轴算法对被加工曲面的质量提出了更高的要求。曲面局部的不光顺及相邻曲面的非光滑连接,不仅会在由驱动点投影生成刀触点时出现交叉或重叠,同时也会在形成刀轴矢量时产生突变,生成不合理的刀具轨迹。其次是刀具运动参数设置的复杂性。为了改善刀具的切削状态,多轴加工中的刀轴矢量必须根据被加工曲面的形状变化而变化。在计算刀具轨迹时,刀轴矢量一般通过定义刀具与曲面的前倾角(1ead angle)和侧倾角(tilt angle)来设定,如图2所示。由于前倾角和侧倾角均可在一个合理的取值范围内变化,如何在不同的位置设置不同的倾角,使刀具在具有良好的切削状态的前提下,尽可能地采用不同的位置参与切削来提高刀具的耐用度,是非常值得研究的。但变倾角的合理设置与实现又是一项非常复杂和困难的工作。再就是与3轴铣相比具有不同的驱动轴速度控制方式。3轴铣程序中每个程序段定义的切削速度仅为三个线性轴的合成速度,而多轴程序中的切削速度则为线性轴与转动轴的合成速度,各轴的速度分配情况更复杂。如果程序中的切削速度设置不合理,就会在叶片加工中出现由于超出控制轴响应速度而导致的叶片过切或欠切现象。
 #p#分页标题#e#
#p#分页标题#e#
图2刀具的前倾角和侧倾角
2叶片多轴加工编程中的关键技术
汽轮机叶片型面加工涉及到多轴数控加工编程与复杂曲面造型。以下以国产4轴立式加工中心及7轴混联机床为叶片加工设备,以NX为叶片多轴加工编程软件,来对应用通用软件解决叶片多轴加工编程中的一些关键技术进行讨论。
2.1 叶片型面的高质量几何建模技术
在多轴加工中,曲面的光顺性及曲面间的光滑连接特性对生成多轴数控加工程序的质量影响很大,这就对叶片型面的几何建模提出了更高的要求。叶片型面的高质量几何建模,首先是指型面在各截面型线方向上要保持光顺。其次,在叶片径向上曲面也要求同样保持光顺。如果型面是分块构造的,则还需保证各曲面片在连接边界上保持至少Gl连续。
型面在截面型线方向上的光顺性,主要由截面型线的质量所决定。每个截面型线一般由内弧、背弧、进汽边圆弧和出汽边圆弧这四段曲线来构成。内、背弧段的数据一般为离散点,而进、出汽边圆弧的数据大多由圆心和半径数据直接给出。内、背弧曲线在NX中可由过型值点的三次参数样条曲线(spline through points)来定义。曲线在定义之初往往无法直接满足光顺性要求,需要进行适当的编辑处理。打开曲线的曲率梳(curve combs)功能,能直观地反映曲线的光顺性,并帮助去除定义数据中可能存在的“坏点”。结合应用型值点自动光顺(smooth spline)功能及手工的微调处理,使编辑形成的曲线曲率梳平滑而没有拐点,同时又不超出曲线允许的拟合误差,如图3所示。根据笔者的经验,比较理想的处理方法为:先定义并调整自由端点矢量条件下的内、背弧样条曲线,然后均匀取圆弧上的数点用样条线或二次曲线来表示进、出汽边圆弧,并控制两端与样条相切。这种方法不仅很好地满足了拟合精度,而且也容易保证曲线的光顺性。
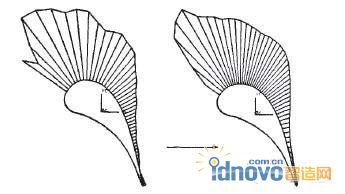
图3某截面型线背弧段的光顾处理
型面的定义可于所有截面型线按要求定义完成后进行。为了保证后续处理的灵活性,不妨将型面分块构造,同时特别注意曲面间的G1连续性要求。如内、背弧面可使用曲线放样功能(mesh surface-一through curves)来完成,而后续进出汽边圆弧面则必须采用网格曲面功能(mesh su柏ce_through curve mesh)来构造,并控制边界相切条件。按上述方法构造的型面在叶片径向上也能保持G2连续,但是否光顺而没有多余拐点,则主要取决于各截面型线给出的质量。鉴于多轴螺旋线刀轨是沿汽道截面方向来生成的,曲面在该方向上的质量对刀轨一般影响不大,在此不展开讨论。
2.2基于法矢分析的汽道面变倾角加工技术
机床驱动轴速度的突变与反向,是引起叶片加工误差的主要原因之一。由于进、出汽边型面在曲率半径上与内、背弧面间相差很大,特别在加工到进汽边曲面时,刀具会在短时间内产生很大的摆角,引起驱动轴速度的突变。如果在进入该位置前采用大前倾角,并逐步过渡到结束该位置加工时的较小前倾角,就能有效减小摆角。另外,由于截面型线中的内弧段为凹曲线,而其余各段则为凸曲线。在等前倾角加工的情况下,刀具在进入内弧面及退出内弧面之前,会出现两次摆动方向的突然反向。要避免或改善上述现象,就需要在加工中实现变前倾角控制。此外,对于大弯扭叶片型面及斜叶根(叶冠)情况,还必须通过变侧倾角控制,才能实现型面全范围的有效加工,避免与叶根、叶冠间可能发生的干涉问题。
在叶片专用编程软件中,可以设定刀具加工到汽道不同截面时,在切人和切出内、背弧段处所采用的不同倾角,还可以在上述各位置上设置不同的切削速度,以获得理想的加工程序。但上述参数无法由软件自动设定。参数设置的合理与否,主要由编程人员对工艺的理解与编程经验所决定。基于法矢分析的汽道面变倾角加工能为编程人员对加工参数的设定提供一些理论依据。由于篇幅关系,这里仅介绍前倾角的变倾角控制方法。#p#分页标题#e#
前倾角的取值主要根据刀具的切削状态及干涉条件来定,在叶片多轴加工中通常可在5°一50°间取值,合理的取值可基于对各截面型线的法矢分析为基础来进行。图4a所示为根据某截面型线所生成的法矢,图4b所示为定义与出汽边起点处法矢夹一较大偏角的矢量。在其余三个进、出汽边始末点处按同样方法定义不同的偏角的矢量后,插值生成的绕型线的控制矢量,如图4c所示。以这些矢量来控制刀轴,就能使刀具在进、出汽圆弧处的摆角明显减小,并避免刀具在内弧段出现突然摆动反向问题。
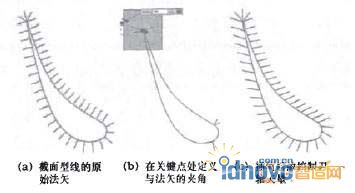
图4截面型线的法矢分析
叶片型面多轴螺旋铣在NX中可由以型面为驱动面的曲面轮廓变轴刀轨(variable—contour—surface area)来定义,而刀轴控制最常采用的是相对驱动面(relative to drive)方式。但该方式只能使刀具与曲面间保持恒定的前倾角和侧倾角,当需要实现变倾角编程时,必须将刀轴方向控制方式设定为插值(interpo—late),然后在驱动面的各关键点上设置刀轴矢量方向。刀轴矢量方向可预先按上述基于法矢分析的方法来确定,型面上其余各处的刀轴矢量就由这些定义的矢量插值得到。图5所示即为前倾角与侧倾角同时可变的某斜冠叶片的刀轴矢量设定及生成的刀轨。
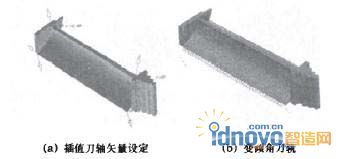
图5可变前倾角与侧倾角约叶片刀轴矢量设定及生成的刀轨
2.3基于动力学特性分析的切削速度优化技术
使用NX进行编程时,无法在被加工面的不同位置设置不同的切削速度。这样,通常生成的加工程序中其切削速度F是恒定的。而切削速度实际上是各运动轴合成的一个等效速度,各运动轴的实际速度需按一定关系进行换算。以FANUC Oi为控制系统的四轴立式加工中心为例,一条直线加工指令G01 Xx Yy zz Aa Ff中,各轴的速度分解采用如下方法:
![]()
其中
![]() 分别为各轴的切削速度。
分别为各轴的切削速度。
为了对等切削速度多轴螺旋铣的动力学特性进行分析,以下在一个典型的型面精加工四轴程序中截取一段,并在读取各轴的位移数据后,分析了刀具在绕型面转一周的过程中各轴的速度及加速度。从输出的速度曲线来看,各轴的速度变化曲线各不相同,如图6所示(仅列出Z轴与A轴的曲线,下同)。但从图7所示的加速度曲线上看,各轴则表现出几乎相同的特征:在整个时间段内均会在同样的三处出现峰值。经与原程序对比后发现,分别出现在进入和退出出汽边圆弧及在内弧段刀轴突然反向处,正好对应于加工中极易出现过切等质量问题的位置。
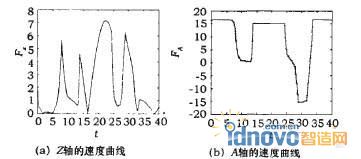
图6Z轴、A轴的速度曲线
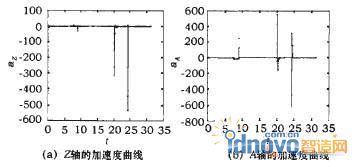
图7Z轴、A轴的加速度曲线
为了改善上述情况,对切削速度进行变速控制是一种可行的方案。即在预测到驱动轴会出现过高加速度点之前,对切削速度进行逐级减速,然后在过该点后再逐渐加速至正常速度。在NX的后置处理模块Post.builder中,能利用tcl语言对刀位数据进行分析与处理。利用tcl语言加入速度优化算法,对后置处理模板文件进行定制,就能在对刀位文件进行后置处理的过程中解决变速控制问题。或对经正常后置处理生成的加工程序由定制的速度优化程序进行处理,也能实现上述要求。上述加工程序经定制的速度优化程序处理后,各轴的加速度峰值均得到了明显的抑制,如图8所示。#p#分页标题#e#
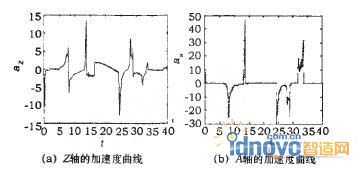
图8优化后的Z轴、A轴加速度曲线
经实际机床切削对比后表明,基于动力学特性分析的切削速度优化,能大大改善叶片加工过程中各驱动轴的动力学特性,从而有效地提高叶片型面的加工精度。
3 结语
加强对叶片多轴加工编程中的关键技术的研究,能扩大通用CAD/CAM软件对于叶片多轴铣加工编程的适用性。不仅能促进先进的叶片型面加工工艺的普及应用,同时也能酉己合国产叶片加工机床的研发,逐步打破国外叶片型面加工专用机床的垄断。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF