目前,网络技术的发展,带动了机床产业的突飞猛进,图形工作站为核心的网络制造系统,正在日益取代原来单机数控加工单元,基于UG平台的CAD/CAM技术、自动化编程技术以及仿真、模拟加工技术的应用,大提高了生产效率和加工精度,手工编程正日益被图形化自动编程所取代,加工制造业正向着集成化、网络化、信息化、智能化方向发展。更好地发挥CNC设备的作用显得尤为重要。
基于UG平台的模具中心网络制造技术的运用新疆天业集团公司模具中心贾世疆目前,网络技术的发展,带动了机床产业的突飞猛进,图形工作站为核心的网络制造系统,正在日益取代原来单机数控加工单元,基于UG平台的CAD/CAM技术、自动化编程技术以及仿真、模拟加工技术的应用,大提高了生产效率和加工精度,手工编程正日益被图形化自动编程所取代,加工制造业正向着集成化、网络化、信息化、智能化方向发展。更好地发挥CNC设备的作用显得尤为重要。
1 网络加工结构组成及功能
1.1 软件平台简介
Unigraphics(UG)作为美国EDA公司的旗舰产品,是面向制造行业的CAID/CAD/CAE/CAM高端软件。根据零件的三维实体模型,按其设计过程的步骤,一步步进行,就可以建立一套与零件模型参数相关的三维模型加工方案,并可加入设计者的思想,增强了设计的自由性,可以设计一些复杂程度较高的零件。我们把它作为产品设计开发的技术平台。
1.2 网络组成
加工网络由指令单元、设计单元、加工单元、检测单元组成,它的特点是结构简单、投资较小,易于操作。如图1。
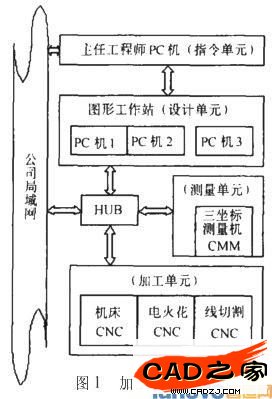
指令单元通过公司局域网下达的公司新产品的设计方案及相关图形,迅速形成具体草案,交给图形工作站进行定型设计。设计单元由三台计算机组成,一台服务器,两台工作机,以UG为设计制造平台。检测单元由一台三坐标测量机组成,工作软件为DC-DMS系统。
加工单元由加工中心、三坐标测量机、精密电火花机床、精密线切割机床等组成。几个单元由一台有源12port-HUB集线器连接组成网络,实现网络数据,程序传输,并和公司局域网相联。
2 基于UG平台的网络制造的特点和优势
基于UG平台的CAD/CAM技术在国内应用已很广泛,络制造的特点和优势,在于尽可能地减少产品在设和制造过程中可能出现的错误,利用高端的UG平台件和精密的机床硬件结合的UG平台,大大缩短了新产品模具的开发周期,成倍降低新产品的开发成本,显著提高新产品设计质量。网络加工有以下功能和特点:
2.1 自上而下、开放式的产品开发体系
由公司提出的新产品开发构思交于制造中心主任工程师处。进一步提出设计思想和设计产品造形,交由中心图形工作站造出产品总造型,报总工或主任工程师处审批,经过反复修改后,根据加工工艺的不同,将总造型完成后进行工序分解,下分至加工单元的几个部分,直到完成工件。
2.2 加工精度很高
因为从产品设计造型开始,在UG平台上,设计尺寸通过精密机床的加工和高精度三测机检测中保证人为误差很小,加工中心定位精度为0.005mm,重复定位精度0.0025mm,两台电加工设备为0.002mm,Ra=0.1μm,从而保证了产品在加工过程中的高精度。
2.3 联机网络制造快速高效
①协作性和统一性 一个产品往往由很多个零件构成,在UG平台上,网络允许多个设计组同时进行设计,可以大大缩短设计时间,并在同一规准下,在计算机上进行装配验证是否合适。
②加工的一次完成性一个工件往往需要进行粗铣、半精铣、精铣、抛光(清根)等多道工序加工,在同一台CNC机床上,按工艺顺序,输入不同加工工艺的后处理NC程序,可一次性完成多道工序(从粗加工到精加工)节省了加工时间和后道钳工的手工打磨时间,需要电加工抛光时,再把程序输入电火花CNC,用电极直接抛光完成。实现粗、精加工和不同机床的加工一次性完成,极为便利。
③自动编程的快速准确性在网络制造系统中,工件设计完成后进行分工序的后处理时,可生成不同工序的NC程序,送往加工单元执行,解决了加工单元单机手工编程慢的问题,手工编程最多上百条而已,上千条已很难完成、上万条根本不可能的现实,如果通过网络,在图形工作站,不仅能验证CAM仿真加工是否过切,还能把经过后处理生成的数万条NC程序,在短短几分钟内完成,并迅速准确地通过机床传输协议程序送到加工单元,进行加工。
④工装夹具的利用我公司采用的是瑞士EROWA夹具,夹具分子座、母座,子座和工件连接,母座在加工单元的机床上,吸合后的定位精度为2μm,在加工单元的子座上完成工件工序程序加工后,即可拆下,送往测量单元的母座进行测量,测量的数据通过网络返回设计单元进行验证,再处理后送往加工单元进行修正,这样就形成相当于在线检测的制造过程闭环加工结构。实现高精度加工,还减少工序辅助时间。
2.4 联机网络制造的反求功能
有三测机组成联机制造网络,在强大的PC-DMIS软件支持下,可进行反求加工制造,特别是复杂形面的反求。利用三坐标测量机采集形点数据,形成点云。再由PC-DMIS软件处理,形成CAD软件能处理的iges格式文件,通过网络送到设计单元造型,进行再设计,利用UG软件CAM加工功能和后处理功能,生成机床NC程序,充分显示了产品—电子数据—新产品的产品开发模式。利用反求功能可使产品的开发周期缩短60%。
3 网络制造的关键技术
3.1 后处理问题
后处理过程是指在产品造型后,产生的零件文件(part)经过后处理后生成的刀具路径文件(PLS)之后,将其转换为机床认可的NC文件的整个过程。对不同机床,不同的CNC系统,NC代码都不同。在生成NC代码的同时,系统还生成了提交加工任务书,其中包括NC代码文件名,后处理程序名输出符号种类加工性质、刀具种类、顺序及编号等等。我公司是在熟知机床参数、掌握CNC系统的情况下,按照下列流程完成UG后处理文件制作的,效果不错,其流程图2说明如下:

3.2 接口问题
不同的机床接口及接口协议不同,在定设备时,这个问题很重要。要求机床供应商不仅要提供标配的RS232/RS422接口,还要提供传输网络协议,如 V24(对于不同的机床,网络协议不同)等。我公司基于UG的软件平台网络制造系统应用已两年多,在使用过程中,实现了设计程序传输和加工互不影响,工件一次装夹,完成多工序、多层面的复杂工件的一次加工完成,并实现了复杂形面工件的反求制作,在编程方面大大减轻了操作人员的负担,提高工作效率和经济效益。
相关文章
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF
- 2021-08-29机械制图与AutoCAD [李志明 主编] 2014年PDF下载
- 2021-08-29机械制图与AutoCAD [陶素连,周钦河 主编] 2013年PDF下
- 2021-08-28机械制图与AutoCAD 绘图 [宋巧莲,徐连孝 主编] 2012年P