现今,随着人民生活水平的日益提高,汽车在中国越来越普及,汽车行业已是国家的支柱产业之一。而塑胶制品在汽车零配件中占有相当大的比重,塑胶件的质量是影响汽车外观形象和使用性能的重要因素之一,在塑料材料和制品设计及加工工艺确定后,塑胶注射模具的质量对塑胶件的质量和成本具有决定性作用。在现代制造业的发展进程中,模具的地位及其重要性日益受到人们的重视。因此研究汽车零配件的模具设计具有重要的现实意义,本文结合Solidworks平台上的3DQuickMold模具设计模块,设计了汽车后视镜壳体注射模具。
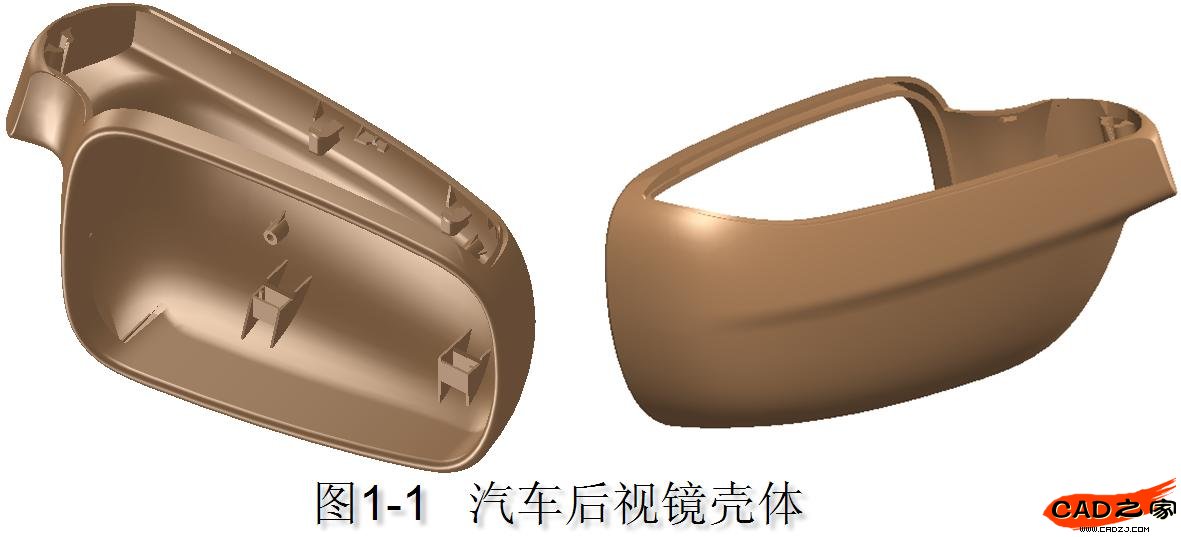
图1-1为汽车后视镜壳体,为了美观,壳体外表面为流线形曲面,造型复杂,其他各面多由曲面构成,中间还有两个用于安装的空心圆柱孔和多根加强筋。
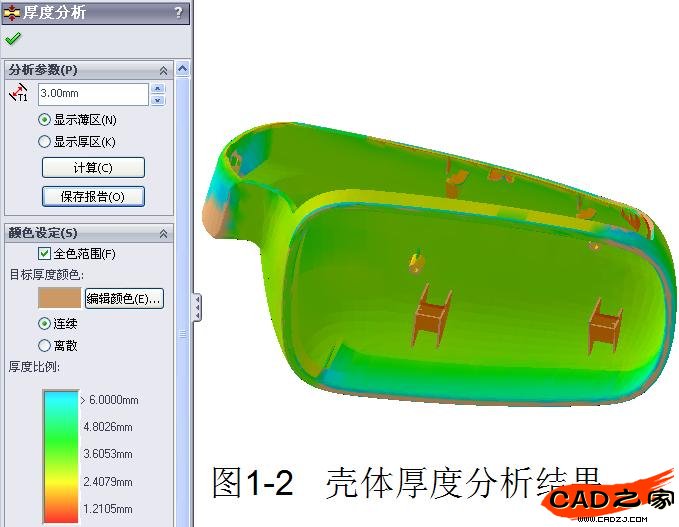
通常,注塑件的壁厚要求均匀。不均匀的壁厚会导致塑胶件产生内应力、翘曲、缩凹等各种缺陷。若壁厚过小,成型时流动阻力大,复杂制品就难以充满型腔;若壁厚过大,不但会造成用料过多增加成本,还会增加塑件成型的冷却时间。使用"工具/厚度分析"命令,可对塑胶件进行厚度检测,检测结果如图1-2所示。
为了顺利地使塑件从模具型腔中取出或从塑件中抽出型芯,必须考虑内外壁有足够的拔模斜度。使用"视图/显示/拔模分析"命令,设置拔模条件,图1-3为分析结果。

塑件材料选用具有良好综合性能的工程塑料ABS,它有较好的加工和成型性能,低蠕变性能和优异的尺寸稳定性,还有高抗冲击强度和良好的外观特性,适当提高模具温度可提高塑件光洁度。材料密度为1.02-1.05 g/cm3(注射级密度取1.05 g/cm3),理论计算收缩率为0.5%,溢料值为0.03 mm.。
2 模具结构分析
塑件的总体尺寸为中型大小的尺寸,尺寸精度不高,为中等批量生产。为了降低成型费用,本设计采用一模一腔。根据零件的结构分析,分型面选在最大轮廓处,上部用整体式前模型腔,下部用整体式后模,再嵌人几个小型芯。本塑件的各面均为曲面,分型面设计在塑胶件的最大轮廓处。此塑胶件侧向部位有一个大的开口,需要做滑块抽芯机构,另外后模部分的2个加强筋处有倒扣,需要做成斜顶抽芯机构,综合分析塑件的特点,此模具的设计的关键在于抽芯机构的设计。
2.1抽芯机构的设计
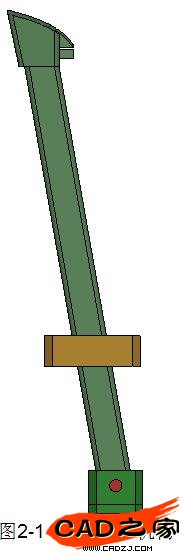
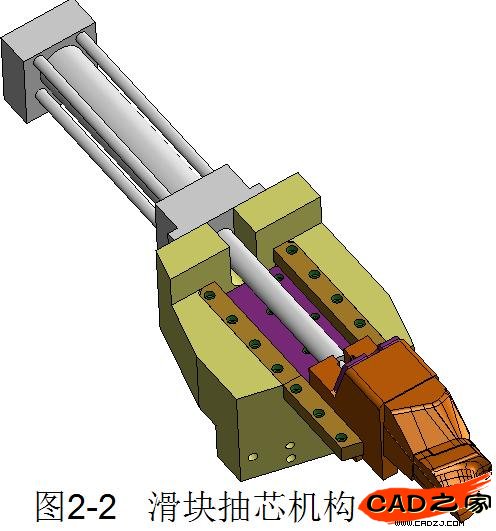
侧向分型和抽芯机构是注射模设计中的一个重要组成部分,本实例的斜顶抽芯和滑块抽芯如下图2-1图2-2所示
2.2前、后模的设计 在注射成型过程中,模具的型腔将受到高压的作用,因此模具型腔应该具有足够的强度和刚度。强度不足将导致塑性变形,甚至开裂;刚度不足将导致弹性变形,导致型腔向外膨胀,产生溢料间隙。由于模具型腔尺寸较大,型腔在发生大的弹性变形前,其内应力往往超过许用应力,因此应对型腔强度进行校核。由于该塑件属于中等批量生产,因此为了便于加工,降低模具成本,动模和定模材料选用国产718钢,本设计在经过校核后,前模和后模采用整体式结构,如图2-3。 3 模具工作过程 4 结束语 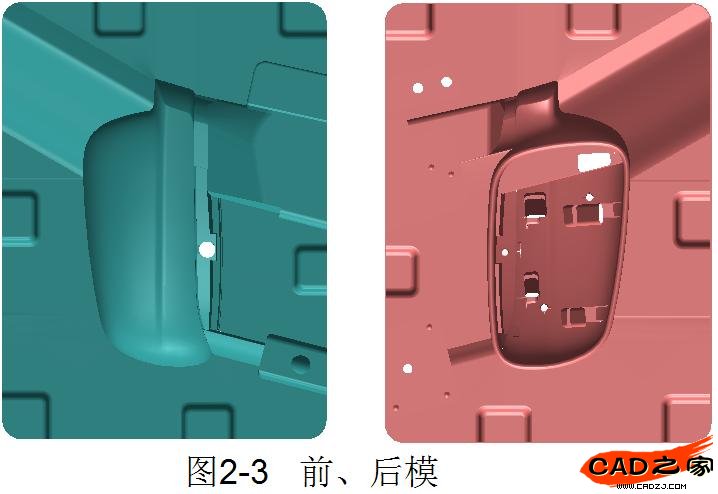
图3-1为模具总装图,模具闭合后,注塑机开始向型腔内注人ABS,然后经过一段时间的保压成型后,后模随注塑机开始与前模分开,待前模开启到终点位置时,在拉料杆的作用和型芯包紧力的作用下,塑件和流动中的凝料留在动模上,此时抽芯机构开始在液压油缸的作用下带动侧滑块完成侧向抽芯,在顶出机构的作用下,塑件从动模上分离开来,在复位杆和复位弹簧的作用下,顶杆回复到模具闭合时所在的位置,最后模具闭合,至此,模具完成了一个工作循环。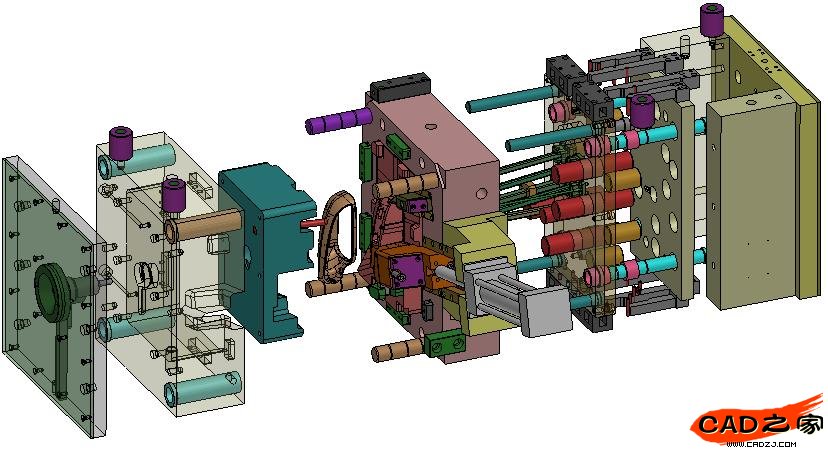
本文运用3DQuickMold软件设计了汽车后视镜壳体注塑模,针对产品结构特点,利用软件强大的分模设计功能,合理地设计了斜顶抽芯机构和滑块抽芯机构。设计的模具结构简单紧凑,制造成本低。实践证明,该模具运行可靠,生产的塑件表面质量好,取得了较好的经济效益。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF