本文介绍了高速冲床工作台板的刚性分析方法。
1 引言
工作台板作为压力机的重要零件,起到下连机身、上连模具的作用。工作台板的厚度直接影响到装模高度,对于普通开式压力机,装模高度有统一的设计标准:一机部标准JB 1395-74,工作台板的厚度尺寸基本一致。随着近几年国内生产E/I铁芯、电机定转子的厂家不断增多,对高速压力机的需求日益增多,国内锻压设备生产厂家也逐渐向高速压力机领域发展,技术水平和市场占有率也不断提高。由于国内开式高速压力机还没有统一的参数标准,与之相配套的模具高度尺寸也不尽一致。这就导致在给用户提供设备时经常改动工作台板的厚度,甚至修改机身的相关尺寸以满足不同的装模高度要求。台板厚度减小时,一般采取铣工作台板下平面的方法,但当厚度减小太多时,一般需要更换材质重新投料加工。工作台板厚度减小后,自身的刚度会降低,在高速冲压时会变形加剧甚至损坏。
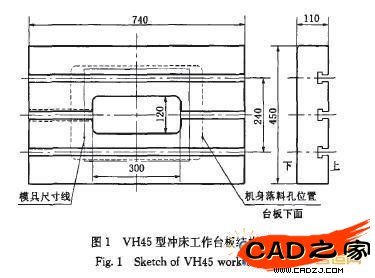
本文以徐州锻压机床厂集团有限公司VH45机床用工作台板(图1)为例,就台板厚度与台板刚度之间的关系进行了分析。
2 计算公式
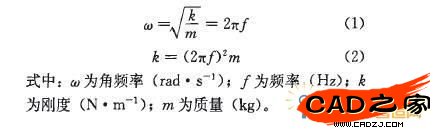
直接计算零件的刚度较复杂,可以运用Solidworks软件中的插件COSMOSworks计算出零件的固有频率,再通过式(1)进行转换得到式(2),即可计算出零件的刚度k。
3 COSMOSWorks分析
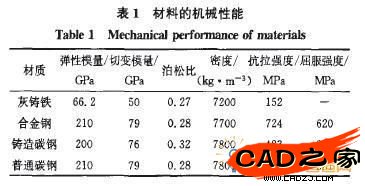
为方便起见,将工作台板的材质取为软件自带的材质:灰铸铁、合金钢、铸造碳钢、普通碳钢,各材料的机械性能如表1所示。
将工作台板下平面进行部分固定(机身落料孔为450 mm*305mm,不加约束),根据滑块底平面尺寸,设定模具的长宽尺寸为360mm*300mm,在上述区域施加450 kN的载荷。设定工作台板厚度的变化范围为70~130 mm,间隔5 mm做一次分析,取第一阶固有频率,计算结果如表2所示。

4 结果分析
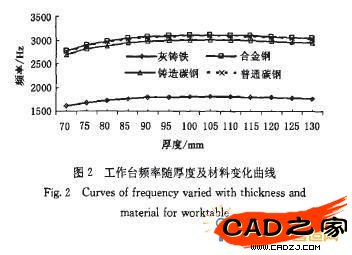
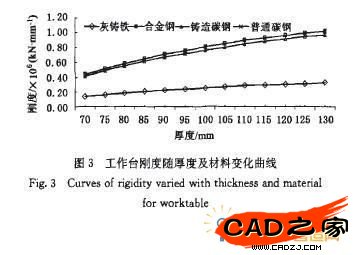
将表2中所列的4种材料制成的工作台板第一阶固有频率及刚度随工作台板厚度变化的关系分别用图2和图3来表示,结合两图和表2可看出:
(1)随着工作台板厚度的增加,对于上述4种材料,一阶频率先增大至一定数值后缓慢减小;
(2)随着工作台板厚度的增加,对于上述4种材料,工作台板的刚度始终增大且增大的幅度逐渐减小;
(3)厚度相同时,由合金钢、铸造碳钢、普通碳钢做成的工作台板的固有频率和刚度差别不大;
(4)工作台板材料不同,一阶频率是不同的,材料的弹性模量越大,一阶频率也就越大;
(5)相同弹性模量的材料,一阶频率随着抗拉强度的增大而增大;
(6)对于相同受力方式以及相同结构形式的工作台板,一阶频率出现极大值时所对应的厚度几乎不变,本台板对应的厚度为100 mm;
(7)由式(2)可以看出,影响刚度的主要因素为固有频率和质量。工作台板厚度从70 mm开始增加,当一阶频率增加到峰值时,可以算出频率增加了约11%,质量相对于70mm厚度时增加了近60%,由此可以看出,在这一变化中,质量对于刚度起到了很大作用。当台板厚度从频率峰值时的数值增加到130mm时,一阶频率大约下降了2%,质量相对于110 mm厚度时增加了25%左右。台板刚度是缓慢增加的,但是增幅在逐渐减小。
5 结论
从以上分析可以看出,对于特定结构的工作台板,其一阶固有频率在工作台板厚度发生变化时存在极大值,一阶固有频率极大值对应的厚度范围对于上述4种材质几乎一致。由于考虑了材料的减振性能,开式高速压力机的工作台板材质一般选用灰铸铁;当为了适应装模高度而需要大大减小工作台板厚度时,可以将材质更换为普通碳钢,如Q235A,台板的刚度就可以得到很大的改善,同时也缩短了加工周期;当需要减小装模高度而很大程度上增加工作台板厚度时,对于铸造台板容易出现铸造缺陷,影响使用,可以在工作台板和机身之间加一过渡垫板。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF