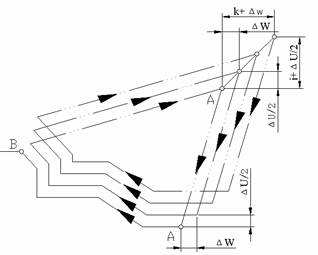
图1 封闭切削循环
封闭切削循环是一种复合固定循环,如图1所示。封闭切削循环适于对铸、锻毛坯切削,对零件轮廓的单调性则没有要求。
编程格式 G73 U(i) W(k) R(d)
G73 P(ns) Q(nf) U(△u) W(△w) F(f) S(s) T(t)
式中:i--X轴向总退刀量;
k--Z轴向总退刀量(半径值);
d--重复加工次数;
ns--精加工轮廓程序段中开始程序段的段号;
nf--精加工轮廓程序段中结束程序段的段号;
△u--X轴向精加工余量;
△w--Z轴向精加工余量;
f、s、t--F、S、T代码。
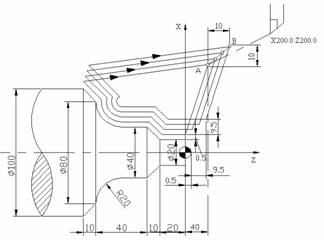
图2 G73程序例图
例:按图2所示尺寸编写封闭切削循环加工程序。
N01 G50 X200 Z200 T0101
N20 M03 S2000
N30 G00 G42 X140 Z40 M08
N40 G96 S150
N50 G73 U9.5 W9.5 R3
N60 G73 P70 Q130 U1 W0.5 F0.3
N70 G00 X20 Z0 //ns
N80 G01 Z-20 F0.15
N90 X40 Z-30
N100 Z-50
N110 G02 X80 Z-70 R20
N120 G01 X100 Z-80
N130 X105 //nf
N140 G00 X200 Z200 G40
N150 M30
相关文章
- 2021-08-11中文版3ds Max 2010完全学习手册 段海朋等PDF下载
- 2021-08-01Visual LISP程序设计(AutoCAD 2006)PDF下载
- 2021-07-30AutoCAD程序设计魔法书 [AutoLISP DCL基础篇]PDF下载
- 2021-02-08AutoCAD 2012室内装潢设计 [段辉 等编著] 2012年PDF下
- 2015-05-28海南清水湾卓美亚酒店第三阶段样板间招标图纸
- 2014-08-26某实验室加工车间建筑方案图下载
- 2014-08-18某镍场水淬循环水池及水淬泵房建筑施工图
- 2014-08-07某面粉加工厂建筑施工图下载
- 2014-07-22某厂区整工段厂房加皮带廊建筑施工图下载
- 2014-07-21某加工厂房建筑施工图CAD图纸全套下载