目前在国内复合加工机床的NC程序编制主要依靠机床控制系统自带的辅助编程功能和手工编程相结合,而随着此类机床向更复杂的五轴联动等方向发展,非独立CAM解决方案的NC程序编制方式面临的极大的挑战。就成熟的CAM(Computer-aided manufacturing)解决方案而言,Cimatron集团旗下复合加工旗舰产品GibbsCAM即为此领域的佼佼者。本文集中阐述GibbsCAM如何响应复合加工机床的特殊复杂配置,从而使得其后置处理系统能完整的反馈此类机床的各种加工需求。
GibbsCAM针对复合加工机床的后置处理系统由三部分组成:机床定义文件(Machine Definition Documents,MDD),虚拟机床宏定义(Virtual Machine Macro,VMM)及后置处理程序(GibbsCAM Compost)。
1.机床定义文件(Machine Definition Documents,MDD)
GibbsCAM机床定义文件根据机床类型(如3轴、4轴、5轴铣削,车削,车铣复合及MTM)定义机床的各种结构及配置参数,如机床方位形式(立式/卧式),更多的钻孔循环定义,适用的冷却方式定义,原点位置,换刀位置,以及对应的刀具系统,工作台或主轴系统等机床子系统相关参数配置。机床定义文件界面如图一所示。
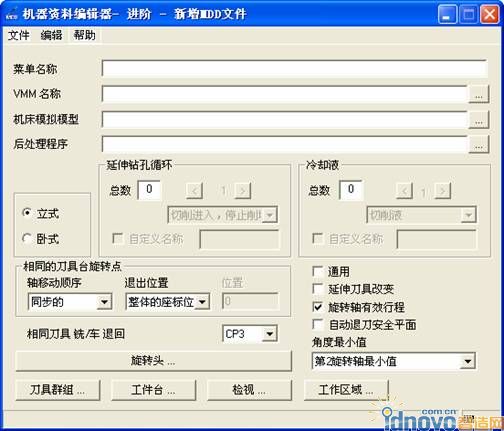
图一 GibbsCAM机床定义文件(MDD)界面
通过针对特定机床的MDD定义,在应用GibbsCAM进行程序编制过程中,其编程界面则会出现对应的改变。下文以Hardinge Conquest TT65机床为例,阐述MDD定义后GibbsCAM编程界面对其所做的响应。Hardinge Conquest TT65为双主轴双刀塔复合加工机床,上下刀塔均为12把刀位的旋转刀塔系统,其图二为其加工区域配置图片。

图二 Hardinge Conquest TT65 加工区域配置图
针对此机床定义名为Hard TT65 with Fanuc Any VMM[2T2S-YC]的机床定义文件,应用于GibbsCAM加工系统后,则:
1)在GibbsCAM的起始文件对话框中,选择所定义的Hard TT65 with Fanuc Any VMM [2T2S-YC]机床,则在坯料定义界面出现主轴选择(S1: 主轴1/S2: 主轴2)和刀塔选择(TG1:上刀塔/TG2:下刀塔),以及上下刀塔的换刀位置设定等区域,如图三所示。这些区域的显示内容即由所选择机床(MDD)决定。

图三 GibbsCAM文件对话框
2)在GibbsCAM程序界面,在刀具列表中创建刀具时,则有上下刀塔及其刀塔位置选项,如图四所示:

图四 刀具创建对话框——刀塔及其位置选择
3)在对应工序参数设定界面,则有当前加工所针对的主轴选项,如图五所示:
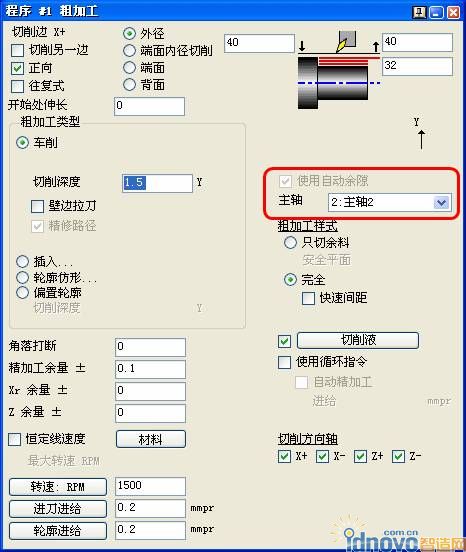
图五 工序参数对话框——主轴选择
4)如果在MDD中定义机床为多通道(Flows),则GibbsCAM的同步管理器被激活可选,通过它,GibbsCAM能直观高效的定义多通道之间的同步指令。图六为GibbsCAM同步管理器界面。

图六 GibbsCAM同步管理器
GibbsCAM系统通过MDD的定义,把特殊机床对应的结构体现在程序编制的过程中,从而在后续的后置处理程序(GibbsCAM Compost)中,应用对应的指令变量响应软件界面中所做的特殊设定,从而使得其后置处理系统能把复杂的问题简单化。
2.虚拟机床宏定义(Virtual Machine Macro,VMM)
既为复合加工,其目的则为一次装夹完成大部甚至全部加工工序,从而达到缩短加工周期,保证加工精度等目的。这从而要求复合加工机床必须具备一些在各工序之间过度所需的非切削成型功能,这在GibbsCAM里,称之为公用操作(Utility Operation),如各种方式的自动送料、卸料;主轴2和主轴1的对接;以及有的复合加工机床会配备能编程控制的尾座或支架等。通用的CAM解决方案只提供切削轨迹的编程,无从涵盖复合加工机床所额外具备的这些非切削动作编程。作为专业的复合加工CAM解决方案,GibbsCAM提供的虚拟机床宏定义则为满足此类非切削动作编程而设。通过它的定义,用户能像编制一步切削工序相同的步骤,编制想要的机床辅助动作。当然,也正是可以在程序编制的过程中涵盖这部分内容,在后置处理程序中,也就能轻松响应,在对应位置输出这些想要的机床辅助动作的各种指令。图七即为GibbsCAM公用操作界面,下拉列表中涵盖各种复合加工机床可能具备的辅助动作定义。在每一种GibbsCAM公用操作里,此界面则会提供所需参数的输入框供用户设定。图七除了显示可用的公用操作下拉列表,剩余界面显示内容则为所选公用操作“载入主轴”并选择“棒式进给”类型的参数界面。

图七 GibbsCAM公用操作界面
3.后置处理程序(GibbsCAM Compost)
GibbsCAM后置处理程序即为读取其编制的各种机床运行信息,包括切削的刀具路径轨迹、非切削的机床公用操作以及同步属性等各种其他设定,并把这些信息转换为特定机床和其控制系统所需的NC程序。正是由于有了MDD和VMM文件对软件编程环境的控制,使得后置处理程序针对复合加工机床的特殊功能更加有针对性的进行后置处理。所以,可以这么说,软件配置的专业性带来了后置处理的灵活性。在这一点上,通用CAM解决方案难以达到复杂的复合加工机床的编程需求。目前,在没有专业的复合加工解决方案而又无法手工编程(如有部分的曲面加工)时,通常的做法是利用通用CAM解决方案的算法计算出部分切削轨迹程序,再后续手工整合,以适应复合加工机床对完整加工的NC程序的要求。从这里看来,GibbsCAM作为专业的复合加工CAM解决方案,随着国内复合加工技术的逐步普及和发展,将会得到更广泛的应用。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF