开发背景:
随着人类科技的进步,如今很多产品对微小的系统组件、零件以及子装配的需求越来越大,随之产生对微小产品(比如医疗手术小镊子直径为0.6mm)和模具的需求,而这些成为制造者所面临的挑战,为了保证微铣削所产生的刀路高效和安全并获得所需的曲面质量,人们需要具有新的几何算法和加工策略的软件。
Cimatron最早就意识到微小零件加工所遇到的这些挑战,所以Cimatron加入了由欧共体组建的微铣削研究项目中,作为加工软件的代表Cimatron与Fuaunhofer产品技术研究院(IPT)以及领先的机床制造商共同参与了这个项目,共同为微型产品的加工提出解决方案。
Cimatron提供的功能:
Cimatron是第一个能够提供处理微型加工的商业化CAD/CAM软件解决方案,为了满足高精度微小零件的加工要求,在 Cimatron中可以通过创建一个新的刀路形式来满足这种零件的特殊极端的条件,它允许的最小编程公差是0.0001毫米,它为模具制造者以及产品加工提供非常高的精度和质量,下表是Cimatron为微型加工提供的功能:
|
加工策略 |
加工工艺 |
备注 |
|
|
主选择 |
子选项 |
||
|
2.5轴 |
体积铣(粗加工) |
行腔体积铣-环切 |
1.Cimatron微铣削支持2.5到 5轴的钻孔加工。 2.曲面公差可以达到0.1微米,轮廓公差更高。 3.在编制程序时如果 一些曲面超出了程序的公差,系统会自动提示编程者回到CAD修复模型,可以修复到纳米级精度。
|
|
行腔体积铣-平行切 |
|||
|
轮廓铣(精加工) |
开放轮廓铣 |
||
|
封闭轮廓铣 |
|||
|
精修壁面 |
|||
|
3轴 |
体积铣(粗加工) |
粗加工-环切 |
|
|
粗加工-平行切 |
|||
|
二次开粗 |
|||
|
曲面铣(精加工) |
精铣所有 |
||
|
根据角度精铣 |
|||
|
精铣水平区域 |
|||
|
局部精加工 |
清根铣 |
||
|
笔试加工 |
|||
|
5轴 |
5轴连刀 |
||
|
高级5轴 |
叶片加工 |
||
|
叶轮加工 |
|||
|
电极加工 |
|||
|
雕刻加工 |
|||
客户实例介绍:
国外客户:
从2003年4月份开始,在欧共体的支持下,技术研究组织(CRAFT)历时长达24个月开始对微型塑料组件的注射模具进行微铣削这个项目进行研究。在Fraunhofer Institute of Production Technology(IPT)领导下,该项目涉及到从技术提供到微型加工整个过程,包括CAD/CAM软件供应商(Cimatron Gmbh),铣削机床商(Kern),刀具制造商(Magafor)以及模具制造商(Promolding B.V.,Structoform,和MMT AG),模具材料硬度到53HRc,微型模具铣削的精度<5um曲面粗糙度<0.2um Ra。
测试项目使用了为工模具行业提供CAD/CAM集成解决方案的Cimatron E软件,Cimatron使用了实体曲面混合建模技术,其ACIS内核技术提供了高达1nm的内部精度。
如果导入的产品数据模型质量不好,必须在CAM操作之前进行修复。一些小的孔或者缝隙可能导致最终的加工工件质量低。与单纯实体建模不同,Cimatron的混合建模拥有“为制造而设计”的功能用来修复几何模型,通过各种曲面功能融合缝隙并变成实体。
Magafor为此项目提供特殊的刀具,刀具直径最小达50um,为了顺利完成切削,主轴转速达到160,000rpm 。为了降低风险防止换刀过程中产生的不连续的微型曲面,Cimatron E提供了多种加工策略。NC策略中支持斜线或螺旋下刀保证刀具最大限度的光滑和连续地进入工件。
加工过程中通过应用高速切削(HSC)策略获得均匀一致刀路,并使用了毛坯残留知识防止断刀,以对微型型腔进行开粗。
在这个项目中使用了多种精加工策略进行测试。并发现基于曲面的 NC 策略有时会产生不均匀的刀路,通过使用3D步距策略接合HSC获得了更好的效果。同时Cimatron E也提供了在曲面上定义U-V方向的铣削策略,这一点证明是对于微铣削最合适的精加工策略。通过对微型转子进行U-V方向加工,产生测试型腔并获得了很高的加工精度。
Cimatron的微铣削技术通过识别真实的残留微型毛坯以及具有同样功能的开粗、二次开粗、精加工微和摆线开粗等加工策略保证刀路轨迹高效安全。5轴倾角满足需要非常小直径的短锥型刀进行零件的加工,以及硬度高并要求曲面质量高的材料加工。为了满足高速铣削的要求,Cimatron采用了多种高速铣削策略例如:角部圆角连接、零重叠摆线精加工、S连刀和螺旋下刀、自适应Z层精加工和流线加工。同时Cimatron通过强大的CAD功能能够修复微小裂缝和重叠高效处理导入的破损数据,满足微铣削的特殊要求,同样Cimatron E支持样条逼近加工和流线铣削,减少加工时间,降低刀具磨损和破坏。
下图显示的一套转子模具是使用Cimatron的微铣削技术来制造完成的。
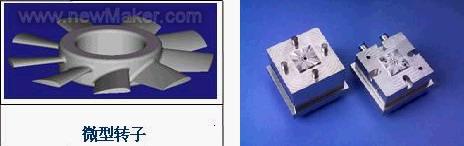
刀具直径0.05mm,主轴转速160000rpm
为了以更加友好的用户界面获得这种缩放,Cimatron支持无缝缩放计算环境,在计算环境中按照放大的进行计算,而对任何输入或输出包括模型、视图、仿真、NC报告、G代码都不会从产生任何影响。
国内客户:
北京阿奇夏米尔北京应用中心,成功加工出客户所需求的直径仅为0.1mm的高精度电子元器件(如图1),完工成品呈半圆弧面,所用切削材质在HRC55-58之间。
这一电子元器件的加工是由米克朗HS500高速铣削加工中心完成的,配置了转速为42000r/pm的高速主轴以及相应的微细加工刀具系统,并运用了CimatronE微铣削软件。

阿奇夏米尔生产的米克朗HSM500高速铣削加工中心(如上图2),专为精密电子类模具用户和小型精密零件加工行业定制。其床身结构为龙门框架式,采用混凝土聚合物(人造大理石)制成,可有效吸收较高加速度情况下产生的强烈冲击力,从而确保高度的加工精度。
总结:
通过以上两个实例,证明了Cimatron的这套微铣削软件是为全球首款面向微型零部件数控铣削加工的商业化应用软件,主要应用于高精度微小零件和模具的设计与制造,可达成高效与低成本的完美结合。
CimatronE微铣削软件可通过运用非常小的刀具(直径小于0.1mm),加工达到0.0001mm公差的超高曲面质量。借助其内部嵌入的CAD工具,可保证高几何算法的顺畅运行,以此来胜任高精度微小零件和模具的设计与制造。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF