本文探讨研究了制造型芯型壳一体化空心涡轮叶片方法相关内容。
涡轮叶片是动力设备的关键部件,其结构与材料的不断改进是人类提高能源利用效率、获得高性能装备(发电设备)和产品(如飞机)的关键。由于其处于温度最高、应力最复杂、环境最恶劣的部位而被列为第一关键件,并被誉为“王冠上的明珠”。因此,其制造技术成为国内外近20年来极为关注的重大技术问题。科学家与工程技术人员一直在不懈地探索叶片设计、材料与制造的科学原理和实现技术。涡轮叶片的性能水平(特别是承温能力)成为热动力设备先进程度的重要标志,从某种意义上讲,也是制造技术水平的显著标志之一。随着我国对能源和动力装备发展的高效节能需求不断增长,叶片制造已经成为我国热动力机械发展的主要瓶颈。随着叶片结构设计日趋复杂和对材料热性能要求的提高,传统的叶片制造方法受材料与制造技术的制约,已难以满足新型叶片的制造要求。
涡轮叶片制造工艺的现状
为解决叶片承温能力差和热强度低的问题,制造技术基本上沿着冷却结构制造和叶片材料高温性能提高2个方向发展。在复杂冷却结构的成形方面,近几年美国与俄罗斯采用了发汗冷却和层板冷却技术,进一步提高了冷却效率;但是如何高质量低成本地制造出用于发汗冷却的双层壁已成为制约这种冷却技术的一个主要因素。此外,冷却介质也发生着变化:由空气冷却转变为空气和蒸汽双工质冷却。双工质冷却方式的发展,对叶片制造又提出了新的挑战,即如何制造出2套空间交错的冷却通道。涡流冷却和气膜使得结构更加复杂,特别在叶片的壁厚和微细流道上,目前的发汗冷却叶片对壁厚和气流道的要求在0.5mm数量级,因此在制造技术上就要完成多尺度的结构制造(叶片的外形和微小的流道结构),这给制造技术提出了巨大的挑战。
目前涡轮叶片的主要制造工艺是熔模铸造。其工艺流程主要包括型芯模具的设计与制造、压制型芯、蜡模模具的设计与制造、装配注蜡、涂浆制壳、干燥型壳、脱蜡、烧结、浇注金属、脱芯、激光打孔等环节。该工艺在大批量生产涡轮叶片方面有成形精度高、尺寸稳定等优点,但仍有以下几方面的不足:产品开发周期长、成本高;工艺过程复杂,控制难度大,不利于产品的更新换代;难以实现空间交错的空心叶片的制造;型芯型壳分开成形,装配时易产生定位误差,叶片易穿孔,成品率低。
为了制造具有空间交错特点的冷却通道,俄罗斯全俄航空材料研究院提出了型芯镶嵌技术,它的特点是双层壁,叶身上的细孔完全由组合的陶瓷型芯形成。但是型芯镶嵌技术存在很多难点,例如需开发数量众多的用于制作细小型芯的模具;镶嵌组合过程中,不易准确定位,组合难度大等。
为了实现发汗冷却技术,美国Allison公司开发了铸造冷却Lamilloy技术,Lamilloy层板在金属片上刻蚀出孔和通道,然后把金属片焊接在一起,形成高效冷却的层板合金。美国GE公司采用先制造出单晶空心并且带冷却通道的叶片框架,然后用可清除掉的填充剂充填冷却通道, 接着用电子束物理气相沉积(EB-PVD)的方法形成表面层,最后将充填剂除掉,就形成了空心、双层壁的发汗冷却叶片。这种制造方法在沉积的表面层中,疏松高达7%,这一问题目前还没有解决;此外,空心叶片骨架的材料和沉积的表面层材料的热膨胀不一致,易导致叶片断裂。
随着快速成型技术在精密铸造领域的应用发展,可以用快速成型制造的原型替代蜡型,在其表面上涂挂耐火材料,然后焙烧,使原型材料烧蚀气化后得到铸壳,用于金属零件的烧注成形。快速成型技术也被用于直接成型陶瓷铸型。例如:DTM公司研制了包覆树脂的陶瓷粉末材料用选择激光烧结(SLS)工艺成形并经后处理,制成了用于熔模铸造的陶瓷型壳。德国Generis公司的工艺路线是将砂粒铺平之后,先用多通道喷头向砂床均匀喷洒树脂,然后由一个喷头依据轮廓路径喷射催化剂,催化剂遇树脂后会发生胶联反应,使铸型层层固化堆积成形。美国 Soligen公司根据三维打印(3DP)原理开发的直接型壳铸造工艺以陶瓷粉末为造型材料,粘结剂选用硅溶胶。这种技术无需任何模具、夹具,可以快速成型复杂形状的陶瓷铸型;但是,用这种技术成型的铸型尺寸精度、表面质量以及铸型的中高性能不高,不能满足叶片铸造的要求。西安交通大学结合叶片熔模铸造技术、快速成型技术、凝胶注模技术,提出了空心涡轮叶片整体式陶瓷铸型铸造工艺。整体式陶瓷铸型是指型芯型壳使用相同的材料,同时成形,无需组合装配。这些都为复杂空心叶片制作探索了新的工艺方法。
基于光固化(SL)原型的空心叶片内外结构一体化制造方法
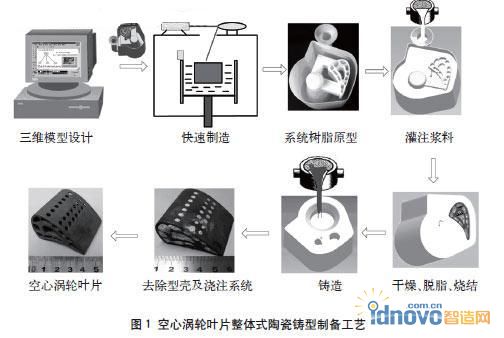
光固化快速成形(Stereolitho-graphy,SL)技术是目前快速成形技术中,成形精度最高的方法。空心叶片内外结构一体化制造工艺的具体流程如图1所示。具体包括:(1)在叶片三维模型的基础上加上控制坯体外型的外壳、冷浇注系统和热浇注系统,冷浇注系统用于陶瓷浆料灌注,热浇注系统用于浇注高温合金。(2)采用SL技术成型上述树脂原型。(3)将配好的陶瓷浆料灌入树脂中成型。(4)进行陶瓷坯体干燥,脱脂,烧结。(5)烧注金属。(6)去壳,脱芯。
与传统熔模铸造相比,这种新工艺具有以下特点:
(1)可以成型任意复杂的、具有空间交错特征的叶片内腔。由于型芯是利用树脂原型来成型,而不是用传统的金属模具来压制的,使得型芯可以不受金属模具的限制而任意成型。
(2)整体式陶瓷铸型,型芯型壳使用相同的材料,同时成型,无需组合装配。这样可避免传统工艺中由于陶瓷型芯与型壳热膨胀率的差异而导致的陶瓷型芯受力断裂、变形或者偏芯等缺陷,同时避免由组装带来的误差及偏芯与穿孔的现象。
(3)由光固化快速成型机直接成型树脂模具来代替,无需设计制作型芯压制模具和蜡模模具。这样可以快速开发,简化工艺,降低成本,不受模具、夹具限制,易于更新换代。
(4)型芯型壳一次成形,不用多次涂挂,这样既减少了制壳时间,又不会因浇注时产生的温差使型壳面层开裂并跟背层脱开。
(5)可以直接成型气膜孔,并成型异形气膜孔。这样可省去激光打孔工艺,且做出激光打孔无法做出的异形孔。
试验研究
1 树脂模具及其工艺系统设计
利用光固化技术为凝胶注模成型提供包含有燃气轮机叶片原型树脂模具,燃气轮机叶片原型是树脂模具中最重要的部分,其内部设计有复杂的冷却通道。燃气轮机叶片原型既可作为型壳制造的模型,又可作为陶瓷型芯成形模具。树脂模壳与燃气轮机叶片原型组合形成模具型腔,在树脂模壳上设计有底注式陶瓷浆料注入系统,陶瓷浆料可通过该系统平稳地注入模具型腔和燃气轮机叶片内部的冷却通道中。金属浇注系统原型用于制备陶瓷型浇注系统,从而引导高温金属液顺利地注入陶瓷铸型中。
2低粘度、低收缩率的陶瓷浆料制备
陶瓷浆料是整体式陶瓷铸型的制造基础。一方面,陶瓷浆料要具有较小的粘度和良好的流动性,以保证浆料充满复杂的模具型腔,特别是细小内部冷却通道,一般要求陶瓷浆料的粘度不大于1Pa& #8226;s;另一方面,为了保证陶瓷铸型的综合性能满足叶片定向凝固、单晶铸造工艺的要求,在保证成形工艺性的同时,应选择合适的基体材料、矿化剂以及粒度配比。
本研究选择了浓度为18%的聚丙烯酸钠作为分散剂,确定了最佳加入量(质量分数ω=2.5%~3%,以粉料为参考),通过颗粒级配技术降低了陶瓷浆料粘度,提高了固相含量,确定了合理的球磨时间(2h~3h),制备了低粘度(0.675 Pa& #8226;s)、高固相(体积分数υ=55%)的陶瓷浆料。陶瓷浆料的组成不仅影响其坯体成形工艺性、烧成性,而且直接影响陶瓷铸型的室温性能和高温性能。课题组选择了高纯的粗细2种电熔刚玉粉末作基体材料(D50分别为25µm和5µm),氧化镁和氧化钇微粉作为矿化剂。氧化镁、氧化钇起到降低烧结温度、促进陶瓷烧结等作用,氧化镁还能抑制晶粒生长,细化晶粒;它们分别与基体材料形成耐高温共晶体(镁铝尖晶石和钇铝石榴石),改善陶瓷铸型高温性能。
3 整体式陶瓷铸型干燥方法研究
被树脂原型包裹的陶瓷坯体试样,仅两端不封闭,与空气直接作用的陶瓷坯体表面积小,利用对流干燥,效率较低。对比空气中(35℃)和真空环境下(10Pa~100Pa)陶瓷坯体试样干燥失水率,结果表明:真空干燥4.5h后,陶瓷坯体失去了82.88%的水分,而空气干燥陶瓷坯体仅失水7.85%。这是因为真空干燥过程减小了周围空气对陶瓷坯体的压力,水分能够比较容易地迁移到坯体表面,同时,真空干燥降低了水的沸点,加快了蒸发速度。研究了微波干燥的效果,微波干燥在短时间内产生大量的水蒸汽无法及时排出,易使陶瓷坯体产生爆裂性裂纹;同时,过高的温度会使树脂原型发生热变形,影响坯体精度和形状。但真空干燥与对流干燥一样,对于水基陶瓷浆料(如υ=55%)存在较大的干燥收缩率,因此,仍未解决坯体由于收缩受限而产生的开裂问题。
为了降低干燥收缩率并保证被树脂模具包裹的细长型芯干透,本研究将冻干技术应用到陶瓷铸型制备过程中,并初步制订了冻干工艺。具体步骤为:先在-45℃将物料预冻,使坯体中水分迅速结成冰晶,然后抽真空并给坯体供给热能(始终将坯体控制在液相共晶点(-3.8℃)以下-2℃~-5℃),使坯体中的冰直接升华。由于陶瓷铸型坯体中的水分直接由固态升华,没有毛细作用力(干燥收缩驱动力),从而基本消除了干燥收缩(υ=55%,收缩率仅为0.2%~0.3%),可以保持坯体原有的结构和形态。
4 焙烧过程中陶瓷铸型强度变化规律
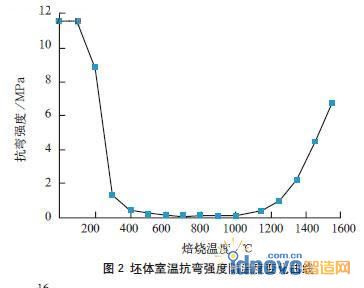
陶瓷铸型坯体焙烧过程中不仅需要热解脱除SL原型和其中的有机物,而且要烧结陶瓷铸型,使之具有一定的室温抗弯强度。不同焙烧温度下陶瓷铸型坯体的室温抗弯强度变化曲线如图2所示。起初,由于聚丙烯酰胺的三维网状有机物的存在,陶瓷铸型坯体具有加工的室温抗弯强度达到12MPa,但随着温度升高,聚丙烯酰胺不断热解,强度会随温度的升高而快速降低,300℃时陶瓷铸型坯体室温抗弯强度下降到1.5MPa,随后会更低,出现低强度区域(在500℃~900℃范围内仅为0.1MPa~0.3MPa),此时仅仅依靠陶瓷颗粒本身堆积密度维持铸型结构。
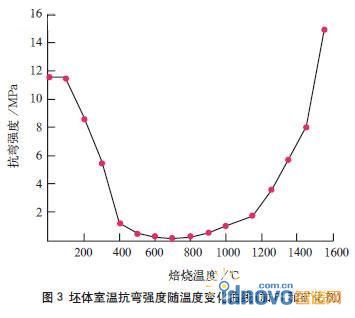
以上研究表明:300℃之后,SL树脂原型已经碳化,不再会对铸型产生较大的膨胀力。因此,为了安全地焙烧出SL树脂原型,防止型壳开裂,在达到300℃以前应采取缓慢加热工艺(20℃/h~30℃/h),防止过大的热应力产生,另外通过在陶瓷浆料中添加2%~3%的聚酰胺亚(PI)来提高坯体在300℃时的抗弯强度,避免铸型开裂。加入PI和矿化剂(氧化镁、氧化钇微粉)后的陶瓷坯体室温抗弯强度随温度变化曲线如图3所示。PI是一种热固性树脂粉末,加热到100℃左右时,开始软化流动,继续加热后会发生交联固化;在500℃时开始分解,600℃时加热24h,失重仅为20%。因此,可以保证陶瓷铸型在400℃温度仍有较高的强度(1.6MPa),而在300℃时的强度为5.3MPa。
在低强度区域,由于没有填充材料支撑,陶瓷铸型内部型芯在自重的作用下极易坍塌,因此应采取相应的工艺措施,使零强度区域变窄。如前所述,加入PI可以延缓有机物的烧蚀速度;另外,通过加入少量的矿化剂微粉,可在一定程度上降低电熔刚玉陶瓷坯体的烧结温度,也可减小低强度温度区域宽。
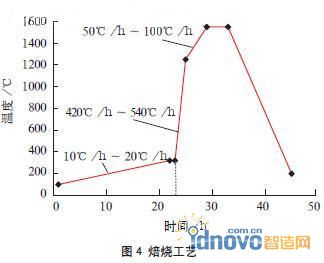
在900℃左右,陶瓷坯体抗弯强度开始有所恢复,在1050℃达到了1.2MPa,主要原因是900℃~1200℃之间电熔刚玉中细小颗粒开始融合,并与氧化镁、氧化钇结合生成了多晶相MgAl2O4和3Y2O3& #8226;5Al2O3,它们分布在大颗粒未烧结的电熔刚玉颗粒间,使之相互间有一定的融合,陶瓷铸型具有一定的抗弯强度,从而保证陶瓷铸型的整体性。通过采取快速烧结工艺,以420℃/h~540℃/h的升温速率快速通过500℃~900℃低强度区域,迅速建立烧结强度,防止内部复杂的陶瓷型芯坍塌,是一种行之有效的办法。整个焙烧工艺(见图4)可以分成2个阶段:在300℃之前缓慢焙烧脱除树脂模具,300℃之后快速烧结,如图5所示,陶瓷铸型实例,其内部型芯连接完好。

5 整体式陶瓷铸型性能
整体式陶瓷铸型材料成份确定之后,其烧成工艺性和综合性能主要取决于烧结工艺(即终烧温度、保温时间、升温速率),提高整体式陶瓷铸型的烧成率是制定烧结工艺的基础。应严格控制烧成收缩率,使之小于1%,同时获得一定的室温抗弯强度(一般大于10MPa),以便于清理SL原型烧蚀后留下的灰烬,并保证其具有一定的高温性能。陶瓷铸型性能测试方法参照航空行业标准HB5353.1-2004。
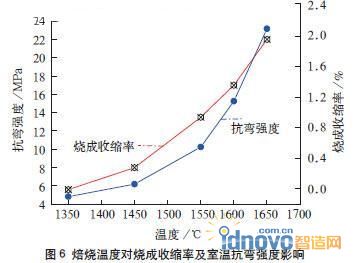
烧成收缩率和室温抗弯强度随着终烧温度变化曲线如图6所示,可以发现,随着烧结温度的升高,烧成收缩率和室温抗弯强度也逐渐增大。当烧结温度高于1600℃时,烧成收缩率超过了1.2%,影响了陶瓷铸型的完整性;当烧结温度低于1500℃时,室温抗弯强度小于10MPa。另外,考虑到矿化剂反应温度,试验中确定1550℃为终烧温度,此时烧成收缩率小于1%,而室温抗弯强度大于10MPa。
烧成收缩率和室温抗弯强度随着终烧温度变化曲线如图6所示,可以发现,随着烧结温度的升高,烧成收缩率和室温抗弯强度也逐渐增大。当烧结温度高于1600℃时,烧成收缩率超过了1.2%,影响了陶瓷铸型的完整性;当烧结温度低于1500℃时,室温抗弯强度小于10MPa。另外,考虑到矿化剂反应温度,试验中确定1550℃为终烧温度,此时烧成收缩率小于1%,而室温抗弯强度大于10MPa。
为满足定向凝固和单晶浇注工艺要求的高温型壳与型芯强度,课题组提出浸渍钇溶胶和二次烧结强化处理工艺,改善其高温性能。未强化处理、空气浸渍、真空下浸渍、真空下二次浸渍在1550℃下的抗弯强度和挠度对比如图7、8所示。真空二次浸渍强化处理后,高温抗弯强度由原来的1.0MPa提高至3.2MPa,而高温挠度由原来的3.0mm下降至0.8mm,达到了燃气轮机叶片定向凝固、单晶铸造工艺要求。通过X-ray分析发现,高温性能之所以得到改善是因为通过强化处理增加了钇铝石榴石的相对含量(真空二次浸渍后由6%~9%提高17%~20%),而减少了氧化铝的相对含量(由77%~82%降低至69%~71%),钇铝石榴石在未融化的粗大颗粒氧化铝之间形成强化网络,阻碍了低熔点的玻璃相流动,从而改善了陶瓷铸型的高温性能。
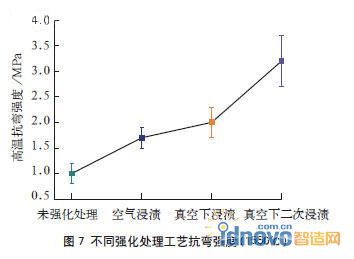

表1为自制整体式陶瓷铸型综合性能指标,AC-1是北京航空材料研究院研制的型壳材料性能。

树脂模型向陶瓷铸型及涡轮叶片精密铸件转换的方法可以实现内外结构同时成型,包括叶片身上的小孔和双层壁孔。可以看出,涡轮叶片精度和表面质量还有待进一步提高。带有变截面气膜孔的燃气轮机叶片精密铸件的内壁面是椭圆型,外壁面是矩形,该结构具有更好的冷却气膜冷却效果。
结束语
(1)以光固化树脂原型为基础,结合凝胶注模成形技术,用于精密成形燃气轮机叶片的型壳型芯整体式陶瓷铸型制造方法,实现了激光固化树脂原型向金属叶片的快速转换,克服了传统陶瓷铸型组合式制造工艺的缺点,保证型芯、型壳相互间的位置精度,提高了薄壁叶片生产合格率;同时,省去了型芯坯体脱模、型芯和蜡模压型或型芯之间组合等工艺环节,简化了复杂叶片制造工艺。
(2)提出了湿态陶瓷坯体冷冻干燥工艺,获得了近零的干燥收缩工艺措施,避免了干燥应力和裂纹的产生,揭示了其内在机理;研究了不同物料组成的陶瓷坯体在烧结过程中的热变形规律,并通过物料的控制和合理的烧结工艺实现近零烧成收缩;烧成收缩率小于0.5%,高于国内已有数据,保证了整体式铸型的完整性。
(3)研究了光固化原型热膨胀量、热应力与升温速度之间的规律,制订了合理的热解工艺,安全地烧蚀了树脂原型,避免了陶瓷铸型开裂。
(4)对陶瓷浆料配方和烧结工艺进行了优化,通过浸渍钇溶胶、二次烧结强化了铸型的高温性能,并研究了微观结构、物相组成与陶瓷铸型性能之间的内在规律。测试结果表明,在1550℃的高温下,挠度可小于1.0%。
(5)制作出了具有复杂冷却结构和叶片壁面上变截面气膜孔的铸型,为新型叶片制造提供了新方法。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF