为了得到较高的表面质量,利用UG软件对其进行加工中心上的五轴精加工处理,加工过程中刀具轴线始终处于零件成型表面的法向矢量上。UG软件进行五轴编程一般要指定加工零件、刀路的驱动方式、刀具的切削类型、刀轴控制方式、切削方向、投影矢量等。
在五轴联动数控加工曲面的过程中,刀轴矢量是由定义在刀位轨迹上的局部坐标系的前导角和侧倾角两个角度来确定的。当前导角与侧倾角相等且都为零度时,为刀具轴垂直于表面的端铣方式;当侧倾角为九十度时,为刀具轴平行于加工表面的侧铣方式。刀轴控制方式是影响五轴联动加工效果的一个重要因素。由于目前的CAM系统中一般在五轴联动端铣加工方式中提供了人工输入方法,刀具位置是根据投影方向来确定的,刀具沿着投影方向下降直至刀具和曲面相切。
本例此精加工工序中,型面比较平坦,编程时UG刀路的走刀是沿着驱动面的U,V线方向进行走刀的。采用曲面驱动方式时,可以指定任意大小的切削区域(只需指定驱动曲面的参数范围),也可以使用多张曲面来驱动(可以使用零件面做驱动面,也可以另外构建驱动面)。需要注意的是:在使用平底铣刀时,刀轴的方向控制一般使用相对于驱动方式,前导角一般在五度左右,否则加工时会发生刀具后部过切;在刀轴方向控制使用相对于驱动方式时,驱动面最好使用半个曲面,并且驱动曲面和零件曲面质量要好,否则生成的刀路会发生过切或撞刀,或者刀路看起来很好,但刀轴可能会发生突变造成过切或撞刀,这在加工面有多张曲面构成时更容易发生;五轴加工不同于三轴或四轴加工,五轴仿真除了进行切削仿真外,更需要用碰撞仿真,设定数控系统和运动关系,模拟真实的数控加工,用来观察加工碰撞干涉情况。其中五轴加工路线的刀路仿真情况如图5所示。

图5 五轴精加工
2基于UG/Post Builder对加工中心后处理器的开发
UG/Post Builder是创建UG后置处理器的一个很方便的机床后置处理开发工具。通过交互式的开发界面,用户可以用UG/Post Builder开发常见的传统数控机床的后置处理器,例如铣床、车床、电火花线切割等。UG软件虚拟加工过程所生成的结果是一个格式为cls的刀具位置源文件,是一个中性文件,此文件的生成不考虑机床形式,只根据刀具位置和刀轴矢量以及相关参数计算刀路。此中性文件是根据加工工艺要求生成的,包含了所需要的加工信息,例如刀具、加工方法等信息,因此只要将其翻译成机床能够识别的加工程序就可以。UG后处理程序一般可以使用其自带的UG/Post Builder后处理生成器,根据实际的机床参数、控制系统、运动方式等进行相应设置来完成,可以利用TCL语言进行相关的修改。
使用UG/Post Builder开发的后置处理器涉及到三个文件。一个是定义文件,后缀是def,包含机床控制系统的功能和程序格式;另一个是事件处理文件,后缀是tcl,包含每一个事件的处理方式;第三个是UG/Post Builder的参数文件,后缀是pui,包含了所有UG/Post Builder预置的后置处理数据信息。可以用UG/Post Builder打开后置处理器并进行修改和用户化开发操作,当然也可以打开相应的定义文件和事件处理文件进行修改。
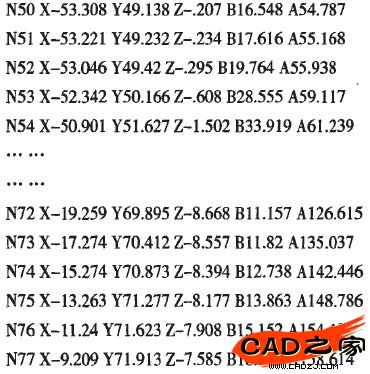
下面是本例利用UG后处理器程序处理的中性文件生成的部分加工代码:
3机床碰撞仿真系统的开发
碰撞仿真是指在虚拟空间中,将工件按照真实加工情况通过夹具装夹到虚拟机床上进行虚拟仿真加工的过程,用来检验后处理器生成的加工代码的正确性。
碰撞仿真的重点是面向机床各个运动部件的空间位置关系,检查机床运动是否出现碰撞、干涉等现象,适用于机床各个运动部件相对运动状况比较复杂,难以用传统的方法检查和控制的三轴以上数控加工。实际生产当中数控加工存在的问题主要存在于机床主轴与工作台的干涉、机床主轴与夹具的干涉、刀具与工作台的干涉、刀具与夹具的干涉等。未经检验的、错误的数控加工程序可能会导致加工出报废的产品,严重的情况会产生安全事故,例如折断刀具、撞坏机床的主轴、机床主轴上刀具碰撞或铣削了机床工作台等,更严重的情况甚至会危及到操作人员的生命安全等。
在计算机上面利用可视化技术对数控加工过程进行碰撞仿真,可以快速、安全和有效的对数控加工程序做出准确的评估,还可以针对仿真过程中发现的问题对数控程序做出及时准确的修改,有必要的话还可以对零件设计和刀路规划的缺陷等进行重新改正,从而节省了反复的空运行、试切等过程,降低材料的消耗和生产成本,提高生产效率。图6为碰撞仿真系统开发的基本流程图。

图6 碰撞仿真开发流程图
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF