一、高速铣
高速加工设定→摆线刀轨
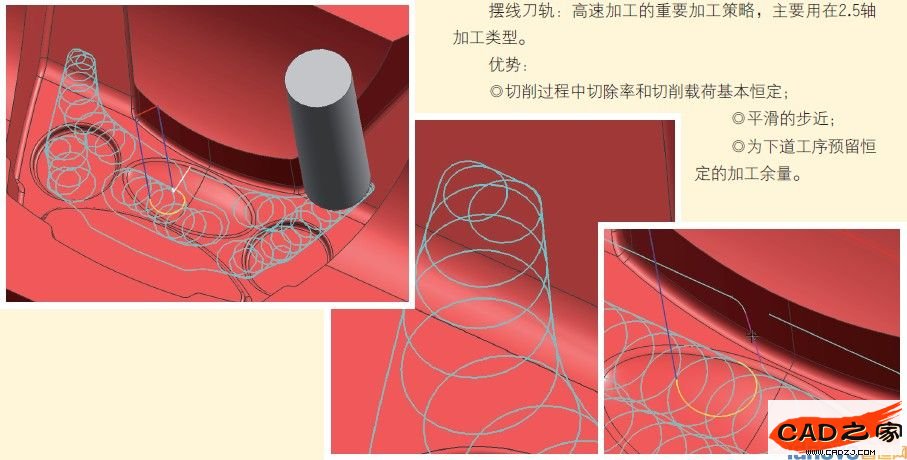
摆线刀轨:高速加工的重要加工策略,主要用在2.5轴加工类型。
优势:
◎切削过程中切除率和切削载荷基本恒定;
◎平滑的步近;
◎为下道工序预留恒 定的加工余量。
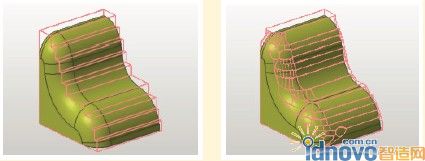
高速加工设定→S connection和Curl loop
特点:
◎平滑的圆角过渡;
◎平滑的步进确保刀具在切削方向上没有突变;
◎Curl loop修整2条刀轨之间的残余量。
优势:
◎相比非平滑的切削模式,切削时间减少25%;
◎适合高速加工的切削刀路。
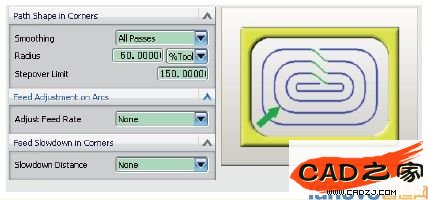
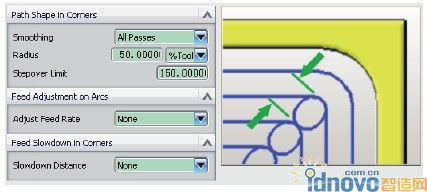
S connection设定,保证即使是步进刀路依然平稳,不存在速度突变。
Q loop设定,保证在拐角处,刀轨间距离大于设定间距时,即添加Q形刀路,达到清楚刀轨间材料的目的。
二、CAD for Manufacture
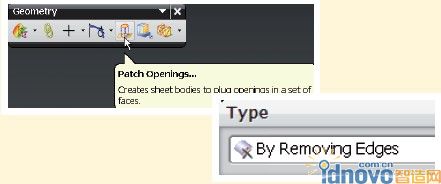
针对CAM加工的模型编修→补孔
依赖于孔周围的曲面,选择最适合的选项填孔
——“By Removing Edges”方式在多数情况下可用。
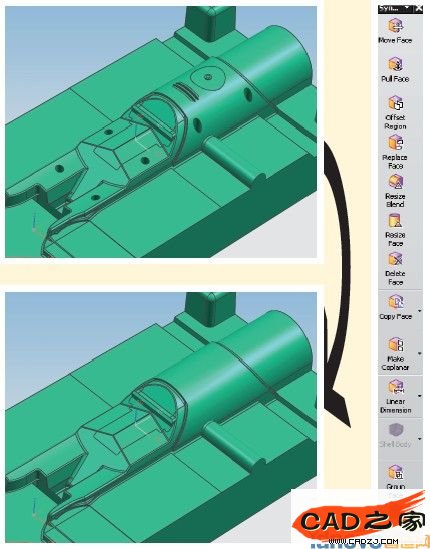
针对CAM加工的模型编修→直接建模

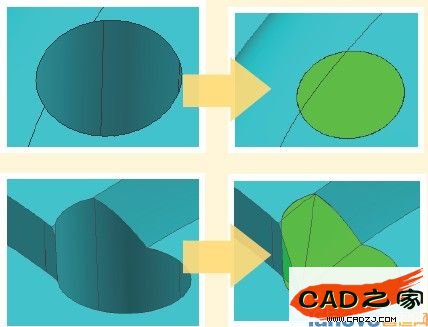
补孔类型分别为:
◎波浪状补孔;
◎修剪的N边面补孔;
◎网格面补孔;
◎移除边补孔(较有效的补孔方式);
◎延伸补孔;
◎模具设计补孔(即组特征补孔);
◎抑制(特征)补孔。
1、提供给NC编程员重要CAD编辑功能
——利用直接建模工具条填孔、替换面,构建适合机械加工的模型。
2、直接建模提供的功能上述五种对面的操作和区域偏置、再尺寸圆角,基本已经能较好完成对于模型的修整工作。
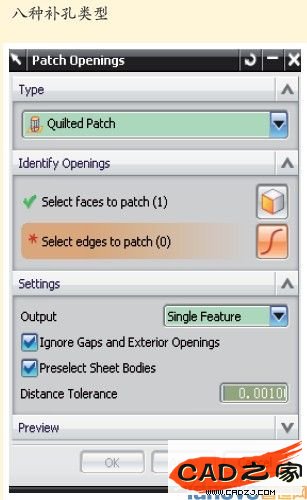
八种补孔类型
三、加工策略
高效的粗加工和残料加工
NX提供高效的型腔铣加工策略用于迅速移除大量切削材料。 NX提供用于二次开粗的选项:
◎IPW 加工过程中的模型;
◎Level Based IPW基于层的IPW;
◎3D IPW基于小平面模型的IPW;
◎Reference Tool参考刀具。
自由的刀轴定义

特点:对于深腔模具的3+2操作,刀具轴定义自由方便。
优势:更好的表面质量。
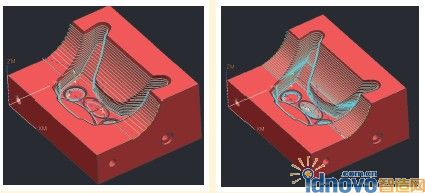
高质量的半精/精加工——Z-Level层降铣
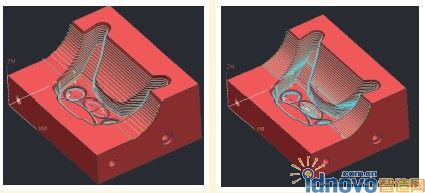
NX提供完善的半精/精加工策略,包含Zlevel、AreaMilling等。
◎切削层受加工表面斜率影响;
◎自动调整切削范围和切削深度。 优势:
◎在平坦区域产生密集的刀路;
◎消除手动控制切削范围和切削深度;
◎达到统一的表面质量;
◎减少加工时间。
高质量的半精/精加工——FlowCut
特点:
◎在拐角处创建自动的清角精加工;
◎在复杂的拐角也能产生平滑的刀路;
◎利用上一把刀具作为参考刀具来决定残余量;
◎单刀与多刀清角;
◎各种不同的切削顺序选项;
◎针对小R角过渡的处理; 优势:
◎减少编程时间;
◎提高编程效率。
编者按:毋庸讳言,国内制造企业应用信息化产品的热情,经过之前几波的热潮,已经逐渐趋于平静和冷静。认真审视自身的信息化架构,很多的应用企业发现存在不少的问题。例如,选择了A的CAD系统,又选择了B的CAM系统,但是在车间当中, 又使用的是C的NC产品。这种情况就导致产品从设计到生产的流程,要经历多次的数据转换和人为干预,存在的隐患不小。NX 功能强大自不必讲,其最大的贡献在于,解决了企业缺乏产品开发平台的问题,为企业提供了一个全流程的产品开发架构。 而其“不同CAD模型导入预处理”功能,又降低了应用企业实施该系统的门槛,令应用企业不用完全抛弃之前的信息化投入, 即可一步踏入“一体化解决方案”的大门。NX,将是下一个阶段CAD/CAM领域标志性的产品,超越它,很难。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF