快速响应制造(BapidRgpnse Manufacturing,RRM),最初是由福特汽车公司提出的,其目的是建立集成环境同时使工程技术人员有效地使用计算机仿真和处理技术进行产品的开发、设计和制造,缩短产品的市场响应时间,提高质量和可靠性,同时降低成本。参数化模板技术的设计思想是为快速模具结构设计服务的,缩短模具结构生成和出固的耗时,减少冲压工艺分析设计和依据图纸进行模具制造中间的时间间隔,从而更好的满足MzM的要求。
模板是将一个事物的结构按照其内在的规律予以固定化、标准化的结果,它是结构标准化的具体体现。参数化模板技术利用帜D设计的参数化技术,将模板的尺寸进行全关联,用主要参数来对其他参数进行驱动。参数化模板技术的应用必须建立在特征建模的基础之上。在此以UG为开发平台,运用UG完善的参数化机制和强大的CAD功能进行特征建模,尤其UG所提供的装配功能和WAvE技术使参数化模板技术具有更广泛的适应性和更强大的生命力。
1、模板的设计和创建
1.1 参数化模板技术应用方法研究
模板是结构标准化的具体体现,那么模板中的每一个标准化结构都可以看作是一个模块。将各个模块建模,然后利用UC的装配功能把模块拼装,便完成模板。同时,模板的设计中应该融入一定实际生产经验,这样模板才具有权威性。
针对模板中使用的标准件(模柄、螺栓、螺钉、导校导套等),最好建立标准件库,这样在由模板生成具体模具时,当标准件的规格需要变换时,能够直接从标准件库中提出,方便省时。标准件库的建立工作量大,内容复杂,当然工作环境仍然是UG。根据零件的形状和尺寸,首先在计算机中以工程草图的形式画出,尺寸以参数形式表示,然后对这些参数赋以不同的值,就能够建立起一组形状相同、规格不同的标准件。
模具作为一种特定结构的机械产品,进行模块化设计时,既与传统模块化机械产品设计有许多共同之处,又具有自身的特殊性。模块的正确划分是模板制作的关键,要兼顾两个方面:一是模具的结构,二是是否有利于实现参数化。下面具体结合压形模阐述一下模块的划分。在深刻分析压形模具结构特点的基础上,抽象出所有压形模具的共同特征,要将上述两个方面统一起来对模板划分模块。从结构上看,压形模具结构简单,可分为二个模块:上模、下模,没有压边圈。从是否有利于实现参数化的角度看,压形模具可分为模架模块和专用型面模块。模架模块是指结构相对规则的上下模架部分,主要起定位和支撑等作用。专用型面模块是指型面结构变化部分,不易实现设计参数化,是覆盖件成形的关键部分。考虑到模具要固定在机床上,专用型面模块的外形直接受型面的控制,所以将压形模板分成6个模块:上模基座、下模基座、上模型体、下模型体、机床和型面。这样划分的优点有:U将上、下模划分为基座和型体,因为基座是少变化和稳定的,结构相对规则,易于实现参数化;而型体外形则是多变的,不规则,不易于实现参数化;当型体由于突变失效时,不至于牵连基座;2)不同的产品,要求不同的模具型面,所以相对于模具其他部分来说,型面的多变和复杂性最突出,将型面单独作为一个文件,便于对它的操纵和控制;3)机床的加入是为了保证机床和模具基座压板槽的吻合。
1.2 压形模板的创建
基于上述参数化模板技术在汽车覆盖件压形模板设计中应用方法的分析,根据对压形模板的模块划分,对各个模块在UC中建模,然后装配成为压形模板。
1.2.1 参数化特征建模
参数化模板要求其中的曲线、曲面、实体的形状、尺寸和空间位置都是可变的。在UC中,只有作为特征,其形状和空间参数才是可以改变的,同时在参数之间建立关联。
参数化关联机制在压形模板中建立方法将生成模板的所有参数分成2种即控制参数和受控参数。受控参数的值通过公式由控制参数决定,在UC中是通过表达式(Epp哪i哪)功能来创建参数之间的公式关系。但由于装配部件也较多,这样所有的控制参数总共也较多,所以又将控制参数分成主控参数和非主控参数。非主控参数的值也是通过公式由主控参数决定。这样模板的所有参数将全由主控参数来决定,减少了需要修改的参数个数,增强了模板的实用性。经过不断修改,目前压形模板的主控参数有总装文件的模具闭合高度、送料高度和下模基座文件的四角平台长、四角平台宽、筋板宽、模具长度、模具宽度、模具高度和基准高度等。除了使用公式在参数之间建立起关联,还可以在草图中通过几何定位确定参数的关系。
草图是UC中实现参数化的最强大工具,草图实际上就已经决定了其后要生成实体的方法,它实际上就是对所描述对象建立数学模型,其后面的三维造型工作只是将它所表达的思想实现出来。
以下模基座草图为例说明使用草图的方法。在头脑中先构思出下模基座的大体结构,有四角平台、压板槽、底板加强筋、侧加强筋、导腿。选择下模基座的底面为草图附着面,初步生成的草图如图1所示。其中1是用于生成底板加强筋,先生成一长方体,然后使用自定义特征(事先已经做好,存在自定义特征库中)。2是用于生成导腿,关于YC方向做镜像,便得到两个导腿。3是用于生成四角平台,4是在四角平台中挖空,用于减重。5是用于生成侧加强筋,然后在xC方向做阵列,再关于xC做镜像。6是用于生成压板槽(使用自定义特征),然后方法同侧加强筋。7是用于生成侧加强筋附着面。经过镜像和填补最后得到草图形状见图2。

1.2.2 装配和WAW技术
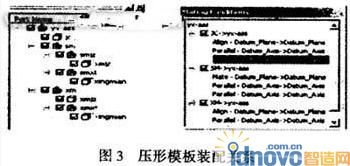
模块造形完毕需要装配成模板。UG为建模提供了强大而有效的装配功能,为了完美地实现参数化模板的目标,模块之间的装配定位应当使用约束定位(Mte),而且应当尽可能地使用WAW技术,WAVE技术的突出特点是它的相关拷贝功能。在压形模板的设计中,上模基座就是通过下模基座WAVE生成,秉着求同存异的原则,上模基座除导腿外,与下模基座相同,所以建立上模基座时,应用WAVE技术,将下模基座的草图抽取过来。这样设计工作不仅简便,而且避免了大量的参数关联。压形模板的装配树和约束关系如图3所示。
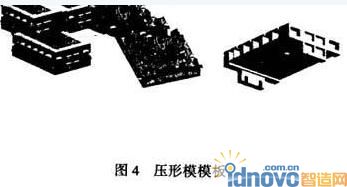
然后装配上相应的标淮件,最终得到的压形模板如图4所示。可以看出这一压形模板已经与真正的压形模具相差不大了,模具的基本结构形状已经具备,必用的标淮件已经装入,结合特定的用户要求,只需作很小的改动就可以成为一套真正可以应用于实际生产的模具。
2 设计实例
压形模往往用于零件的初次成形,以某车型的翼子板压形模结构设计为例说明该压形模板的使用情况。
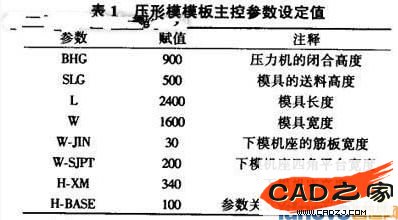
调出压形模板,首先根据用户要求确定的闭合高度和送料高度修改总装文件中的对应主控参数,然后设定其他主控参数。表1为本次设计中确定的部分主控参数。
设定压形模板中主控参数的数值后,系统能够根据模板中的约束和相应计算公式,将模具中的其他尺寸参数确定下来,如加强筋个数、压板槽间隔等;同时,导板、定位板等标淮件的型号和起重棒等标淮结构的尺寸,也能够根据模板中的公式和约束关系得到相应的调整。通过对模板中主控参数的数值更新,得到了针对某一特定零件压形工艺使用的模具,此时应当在UG中观察模具结构,对结构中不尽合理的地方根据实际情况手动改正。
根据用户给定的三维工艺型面,经过适当的处理,取代模板型面模块中的预先给出的曲面(假想工艺型面);这时,下模型体和上模型体中WAVE所得的分模线、胚料线和型面的状态是断开链接(broLen linked),所以需要应用WAVE技术建立新的联系,即用新的分模线、胚料线和型面取代上、下模型体中分模线、胚料线和型面。
3 结束语
1)体现参数化设计的思想,把模具结构模块化,然后在UG开发平台上对各个模块分别特征建模,运用UG所提供的强有力的草图约束和装配功能,建立模具参数化模板
2)研究了参数化模板技术在汽车覆盖件冲压模具设计中的应用方法,实现了一套压形模模板,经过对某车型翼子板压形模设计的实际应用,证明模板技术简化了设计过程,提高了设计效率。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF