0前言
掘进机的使用在我国矿山开采中越来越广泛。作为掘进机的关键部件一截割头,其质量直接影响机器的综合性能。在截割头上按照一定规律分布着数十个截齿(不同型号的机器可能不同),截齿座是焊接在截割头上的。实际生产中,由于截齿座的脱落数量过多而导致的截割头返修或报废大量存在。因此,截割齿的焊接质量十分关键。焊接工艺是焊接质量的重要保证,本文试图从有限元分析的角度改进焊接工艺。
1截割头焊接工艺难点及存在问题
一般情况下,截割头的材料为ZG247~500,碳当量Geq=0.49%;齿座材料为35CrMo,碳当量Ceq = 0.65%。由于这2种材料的碳含量都较高,材料的淬硬性倾向十分明显,可焊接性能较差。另外,齿座的安装角度各不相同,使得每个焊接面的焊缝都各不相同,焊缝高度存在明显的差别,加之截割头的厚度较厚,焊接时容易产生较大的焊接应力,严重的可能产生一些热裂纹,导致焊接失败。
虽然在现场施工中采取了一系列措施,如焊接前预热,焊接后热处理等方法,但由于不清楚截齿工作时焊缝处的应力分布,焊接工艺的针对性不强,因此生产中大多数还是按照传统的焊接工艺进行施工,往往事倍功半。
2 问题分析及建模
掘进头在截割煤岩时,截齿承受非常大的冲击载荷及扭矩,这些负荷通过截齿、齿靴最终传递到截齿座与截割头的连接处。显然,连接处的应力分布是不均匀的,本文主要研究应力究竟是如何分布的。
(1)有限元分析的意义
本文采用Solidworks的插件Cosmosworks来进行模型有限元分析。掘进头、截齿、齿靴、齿座种类比较多,选择不同的齿座与掘进头连接,其连接处的工作应力分布显然不同。通过有限元分析,能够清楚地看到焊缝上的应力分布情况,由此可以改进齿座的设计,使焊缝的工作应力分布尽量地趋于均匀,降低焊接难度。
(2)建模
首先采用Solidworks三维制图软件建立截齿与截割头的安装模型。为简化模型,本文只画出了一个截齿。图1是某型号掘进机掘进头的一部分,焊缝高设定14 mm,部分高度由Solidworks根据交线形状生成。冲击角B=450,偏转角a=80,其他尺寸按实际制作,部件的材料按照实际工件材料设定。
(3)分析步骤
根据Cosmosworks的要求,设定材料、加负载、划分网格和执行分析。在本例中,为简化分析,在截割的冲击方向加一个反向的恒定载荷。根据Evans公式,载荷
根据有关资料,X=10~33, hi和β一般相对变化较小,因此,截割载荷基本上由Rc确定,取Rc=100 MPa, X=15, hi=40mm,β=10°。带入得Fi=0.89 kN,载荷的分布为截齿尖均匀分布。由于焊缝的尺寸较小,网格划分时其尺寸不能太大。图2为网格划分的一个结果。最后进行Cosmosworks的有限元分析,图3为分析的应力云图。
3结果分析
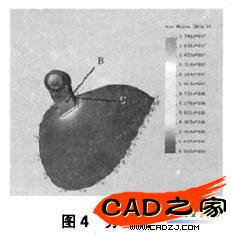
在图3上,可以清晰地看到A处是应力集中最大处,在焊接时,应加强对此处的处理。此种齿座虽然不容易造成齿座干涉,但是应力集中也最严重,不利于齿座的焊接。设计了几种不同形制的齿座分别进行了有限元分析,如图4所示,发现增加B,G面与截割头面的交角,增大B,C面之间的圆弧,能够有效降低应力集中及应力,减小焊高,降低焊接时的应力集中现象。但是过大的交角势必增加齿座的尺寸,容易造成齿座干涉,设计时应当根据截割头的形状具体确定。
在制定焊接工艺时,首先要根据截割头的截割功率选择合适的齿座,处理结合面(如将齿座底面加工成弧度),以降低焊缝的高度;其次,焊接前要进行适当的预热,焊接时在图4中的B面和C面的交角处的焊缝应当尽可能地采用大圆弧过渡,减小工作应力的集中,这样也相应地降低焊接难度;最后要进行焊后热处理。
4结语
(1) Solidworks软件是一个强大的三维制图软件,利用它能够很快地建立起各种模型。由于截割头是曲面,截齿座在组装模式下安装有一定难度,但完全可行(一般资料上认为Solidwork,不支持)。Cosmosworks分析工具与Solidworks的无缝连接使得有限元分析方便而快捷。
(2)截割头与截齿的结合面的形状不一致,焊接难度较大。采用有限元分析,可以预知焊缝在工作时的应力分布,从而采取针对性的措施,提高焊接质量。采用Solidworks可以很轻松地在关联状态下改变齿座的形制,迅速的进行有限元分析。
掘进机的使用在我国矿山开采中越来越广泛。作为掘进机的关键部件一截割头,其质量直接影响机器的综合性能。在截割头上按照一定规律分布着数十个截齿(不同型号的机器可能不同),截齿座是焊接在截割头上的。实际生产中,由于截齿座的脱落数量过多而导致的截割头返修或报废大量存在。因此,截割齿的焊接质量十分关键。焊接工艺是焊接质量的重要保证,本文试图从有限元分析的角度改进焊接工艺。
1截割头焊接工艺难点及存在问题
一般情况下,截割头的材料为ZG247~500,碳当量Geq=0.49%;齿座材料为35CrMo,碳当量Ceq = 0.65%。由于这2种材料的碳含量都较高,材料的淬硬性倾向十分明显,可焊接性能较差。另外,齿座的安装角度各不相同,使得每个焊接面的焊缝都各不相同,焊缝高度存在明显的差别,加之截割头的厚度较厚,焊接时容易产生较大的焊接应力,严重的可能产生一些热裂纹,导致焊接失败。
虽然在现场施工中采取了一系列措施,如焊接前预热,焊接后热处理等方法,但由于不清楚截齿工作时焊缝处的应力分布,焊接工艺的针对性不强,因此生产中大多数还是按照传统的焊接工艺进行施工,往往事倍功半。
2 问题分析及建模
掘进头在截割煤岩时,截齿承受非常大的冲击载荷及扭矩,这些负荷通过截齿、齿靴最终传递到截齿座与截割头的连接处。显然,连接处的应力分布是不均匀的,本文主要研究应力究竟是如何分布的。
(1)有限元分析的意义
本文采用Solidworks的插件Cosmosworks来进行模型有限元分析。掘进头、截齿、齿靴、齿座种类比较多,选择不同的齿座与掘进头连接,其连接处的工作应力分布显然不同。通过有限元分析,能够清楚地看到焊缝上的应力分布情况,由此可以改进齿座的设计,使焊缝的工作应力分布尽量地趋于均匀,降低焊接难度。
(2)建模
首先采用Solidworks三维制图软件建立截齿与截割头的安装模型。为简化模型,本文只画出了一个截齿。图1是某型号掘进机掘进头的一部分,焊缝高设定14 mm,部分高度由Solidworks根据交线形状生成。冲击角B=450,偏转角a=80,其他尺寸按实际制作,部件的材料按照实际工件材料设定。
(3)分析步骤
根据Cosmosworks的要求,设定材料、加负载、划分网格和执行分析。在本例中,为简化分析,在截割的冲击方向加一个反向的恒定载荷。根据Evans公式,载荷

根据有关资料,X=10~33, hi和β一般相对变化较小,因此,截割载荷基本上由Rc确定,取Rc=100 MPa, X=15, hi=40mm,β=10°。带入得Fi=0.89 kN,载荷的分布为截齿尖均匀分布。由于焊缝的尺寸较小,网格划分时其尺寸不能太大。图2为网格划分的一个结果。最后进行Cosmosworks的有限元分析,图3为分析的应力云图。


3结果分析
在图3上,可以清晰地看到A处是应力集中最大处,在焊接时,应加强对此处的处理。此种齿座虽然不容易造成齿座干涉,但是应力集中也最严重,不利于齿座的焊接。设计了几种不同形制的齿座分别进行了有限元分析,如图4所示,发现增加B,G面与截割头面的交角,增大B,C面之间的圆弧,能够有效降低应力集中及应力,减小焊高,降低焊接时的应力集中现象。但是过大的交角势必增加齿座的尺寸,容易造成齿座干涉,设计时应当根据截割头的形状具体确定。
在制定焊接工艺时,首先要根据截割头的截割功率选择合适的齿座,处理结合面(如将齿座底面加工成弧度),以降低焊缝的高度;其次,焊接前要进行适当的预热,焊接时在图4中的B面和C面的交角处的焊缝应当尽可能地采用大圆弧过渡,减小工作应力的集中,这样也相应地降低焊接难度;最后要进行焊后热处理。
4结语
(1) Solidworks软件是一个强大的三维制图软件,利用它能够很快地建立起各种模型。由于截割头是曲面,截齿座在组装模式下安装有一定难度,但完全可行(一般资料上认为Solidwork,不支持)。Cosmosworks分析工具与Solidworks的无缝连接使得有限元分析方便而快捷。
(2)截割头与截齿的结合面的形状不一致,焊接难度较大。采用有限元分析,可以预知焊缝在工作时的应力分布,从而采取针对性的措施,提高焊接质量。采用Solidworks可以很轻松地在关联状态下改变齿座的形制,迅速的进行有限元分析。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF