副标题#e#
机械加工系统在实际加工中并不是一个刚性系统,而是由工件、刀具、机床设备所组成弹塑性体,在力、扭矩、温度的影响下它们都会产生不同程度的变形。在薄壁零件加工中,对工件尺寸影响最大的主要是工件本身的受力变形。使工件产生变形的力主要是切削力和装夹力,本文重点分析讨论切削力对工件加工变形的影响情况。我们知道,切削力的大小主要与零件材料、切削参数、刀具参数等因素有关。在加工材料和刀具参数已经确定的情况下,切削参数的选择,对加工变形有直接的影响。如果只凭经验来选择这些参数,那么,工件的变形是否在公差范围内事先就无法确定,而通过对切削力进行估算后,再在有限元软件中进行力变形分析仿真,那么这些切削参数是否合适,就可预先知道。这种通过计算仿真的方法对实际工作有一定的指导意义。
1 薄壁零件铣加工受力分析
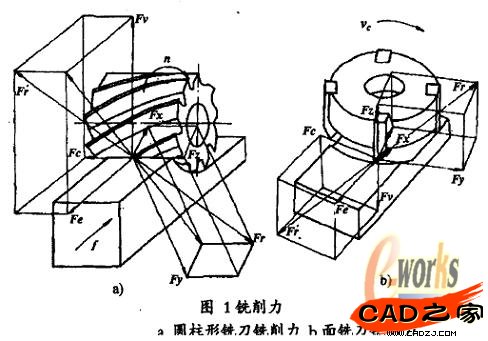
盒体薄壁零件加工通常采用铣削的加工方式,因此。我们主要分析讨论铣削时工件的受力情况。铣削时刀具和工件的受力情况如图1所示。铣刀的每一个刀齿相当于一把车刀,它的切削基本规律与车削相似。但铣削是断续切削,每个工作刀齿都受到切削力,铣削合力应是各刀齿所受切削力相加。由于每个工作刀齿的切削位置和切削面积随时在变化,为了便于分析,一般假定铣削力的合力作用在某个刀齿上,并将铣削合力分解为三个互相垂直的分力,如图的Fy、Fx和Fz.其中行是在铣向上的分力,消耗功率最多,是主切削力。
作用在工件上的切削合力应与铣刀受到的合力大小相等,方向相反。一般按机床工作台运动方向分解为三个互相垂直的分力,如图中的纵向分力Fe、横向分力Fc和垂直分力Fv。在薄壁零件加工中我们主要关心垂直分力Fv对工件产生的变形情况:如在铝合金盒体零件加工中,采用立铣刀顺铣的加工方式,加工内腔和外形,由于垂直分力FW的作用,将使被加工表面沿受力方向发生弹性变形,刚度最差的地方,工件变形最大,Fv消失后,在弹性力的作用下恢复变形,其结果盒体零件表现为内腔尺寸偏小;在铝合金平板类零件的加工中,垂直分力Fv作用在加工表面上,由于工件反面同时受到夹具支撑力的作用,没有产生较大的变形,但在工件表面留下了加工应力,装夹力去除后,薄壁工件在残余应力的作用下,使工件产生变形。
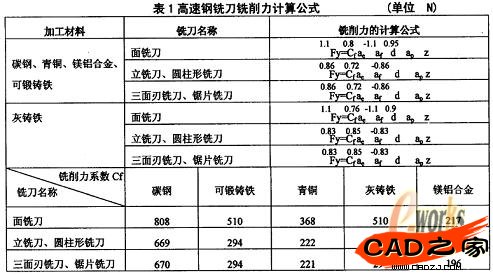
铣削时,Fe、Fc和Fv与主切削力抑之间有一定的比例关系,因此,求出主切削力之后,便可以计算出Fe, Fc和Fv。
1 薄壁零件铣加工受力分析
盒体薄壁零件加工通常采用铣削的加工方式,因此。我们主要分析讨论铣削时工件的受力情况。铣削时刀具和工件的受力情况如图1所示。铣刀的每一个刀齿相当于一把车刀,它的切削基本规律与车削相似。但铣削是断续切削,每个工作刀齿都受到切削力,铣削合力应是各刀齿所受切削力相加。由于每个工作刀齿的切削位置和切削面积随时在变化,为了便于分析,一般假定铣削力的合力作用在某个刀齿上,并将铣削合力分解为三个互相垂直的分力,如图的Fy、Fx和Fz.其中行是在铣向上的分力,消耗功率最多,是主切削力。
作用在工件上的切削合力应与铣刀受到的合力大小相等,方向相反。一般按机床工作台运动方向分解为三个互相垂直的分力,如图中的纵向分力Fe、横向分力Fc和垂直分力Fv。在薄壁零件加工中我们主要关心垂直分力Fv对工件产生的变形情况:如在铝合金盒体零件加工中,采用立铣刀顺铣的加工方式,加工内腔和外形,由于垂直分力FW的作用,将使被加工表面沿受力方向发生弹性变形,刚度最差的地方,工件变形最大,Fv消失后,在弹性力的作用下恢复变形,其结果盒体零件表现为内腔尺寸偏小;在铝合金平板类零件的加工中,垂直分力Fv作用在加工表面上,由于工件反面同时受到夹具支撑力的作用,没有产生较大的变形,但在工件表面留下了加工应力,装夹力去除后,薄壁工件在残余应力的作用下,使工件产生变形。
铣削时,Fe、Fc和Fv与主切削力抑之间有一定的比例关系,因此,求出主切削力之后,便可以计算出Fe, Fc和Fv。
相关文章
- 2021-08-03Autodesk RevitStructure2012应用宝典 [欧特克软件(中
- 2021-08-02Autodesk RevitMEP2012应用宝典 [欧特克软件(中国)有限
- 2021-08-02Autodesk Revit2013族达人速成 [欧特克软件(中国)有限公
- 2021-07-31Autodesk Revit2012族达人速成 [欧特克软件(中国)有限公
- 2021-07-23AutoCAD 机械设计生产一线实用案例详解2013中文版_北
- 2021-07-23AutoCAD 机械设计入门与提高2014版 [北京兆迪科技有限
- 2021-07-23AutoCAD 机械设计经典教程2013中文版_北京兆迪科技有
- 2021-07-21AutoCAD 机械零部件设计经典范例2014版 [北京兆迪科技
- 2021-07-12AUTODESKREVIT2014五天建筑达人速成 [欧特克软件(中国)
- 2015-09-15叶德利设计事务所有限公司紫峻云庭施工图及效果图