摘要:本文介绍了Cimatron CAD/CAM 软件的坐标变换功能及多种加工方法在五面体加工中心上的应用。
关键词:CAD/CAM 五面体加工中心 加工路径
Abstract:This article introduces the applications of coordinations changing function and multi-machining methods of Cimatron CAD/CAD in 5-face Machining Center .
Key words:Computer Aided Design/Computer Aided manufacturing five- face Machining Center manufacturing path
五面体加工中心能够保证一次装夹后,完成多个面的加工,即:工件一次装夹后,除安装底面外的五个面加工,兼有立式加工中心和卧式加工中心的功能,在加工过程中可保证工件的位置公差,尺寸一致性较好。但五面体加工中心结构复杂,控制系统先进,造价昂贵,为了充分发挥其效率,对相应CAD/CAM软件提出较高要求。由于Cimatron 11.0 CAD/CAM 软件有较灵活的坐标变换功能及丰富的加工方法,较好适应五面体加工中心的要求,本文以日本OKUMA公司生产的MCR-BII五面体加工中心加工一箱体来具体说明Cimatron CAD/CAM 软件在五面体加工中心的应用方法,整个加工流程图如图1所示。假设图2所示箱体底面已经加工完成,把底面作为基准面,同时也作为安装平面,要求加工上顶面、四周大面及R面。MCR-BII五面体加工中心有带有B、C轴的多功能铣头,最小分度为5°, B轴角度可变范围0 ~ 90°,C轴角度可变范围0 ~ 360°。
一、毛坯设定为在已知成型面基础上
加厚5mm,用WCUT 方式粗加工顶面及凹腔。机械坐标见图2所示,Z轴垂直向上,坐标点即工件原点。加工范围为上顶面最大轮廓,部分加工路径见图2所示。此时五面体加工中心的B、C轴角度为B=0°,C=0°,此时类似普通加工中心铣削方式。
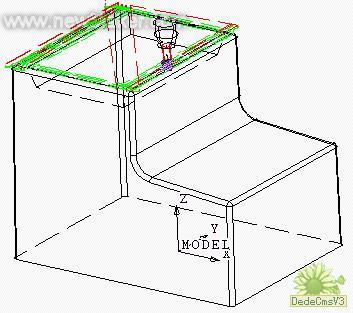
图 1 上顶面加工示意图
二、加工侧面时,通过坐标旋转得到如
图3所示的机械坐标,应用SRFPKT加工方式平行铣削侧面。此时B、C轴的角度为B=90°,C=270°,铣削两交面的R过渡面时,注意顺、逆铣方式,以避免过切。其他面类同。坐标旋转分两个步骤:第一步骤为建立UCS坐标系,点击Cimatron 右菜单的辅助菜单UCS,在其子菜单中点击CREATE,建立新的UCS坐标名称后,再进入建立UCS的几种方式,在这里选择ORIGN+ROT,接着选取参考坐标系即被旋转的坐标系,指定旋转原点,当问及是否旋转时,选择YES后选取UCS指定旋转轴并确定角度、即建立新的UCS坐标系;第二步骤是建立与UCS相对应的加工机械坐标系。具体方法为点击UCS子菜单中的ACTIVE,将选定的UCS定义为当前UCS坐标系,在UCS子菜单中选DISPLAY,将选取的UCS坐标显示在当前屏幕上,进入NC系统后,当问及CREATING A MACSYS时,选取YES,则建立与当前UCS对应的加工机械坐标系MACSYS。
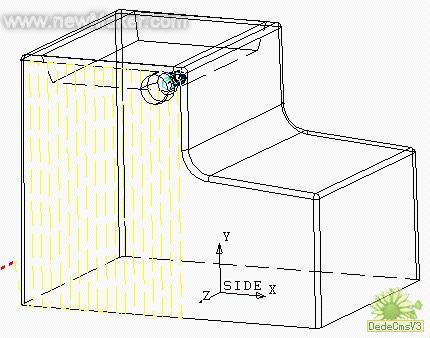
图 2 侧面加工示意图
三、 本文值得强调的是加工前部R面的方法,由于刀具长度的限制,刀具垂直铣削行不通时,可以以一定的角度进行铣削,同时当R面上还有其他特征时,直接选择加工范围较麻烦,并且易造成刀具的突进,出现刀具与工件的碰撞现象,为此,需要建立一辅助参考面,见图4所示,将要加工部分外轮廓垂直投影到辅助平面上。
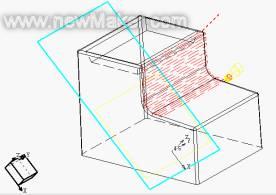
图 3 R面加工示意图
当用SRFPKT方式加工时,选择投影在辅助平面上的轮廓线作为加工范围来加工,就比较理想。加工路径见图4。在正式加工时,五面体加工中心B、C轴角度分别为B=45°,C=0°,如何选用刀具及加工参数不在本文讨论范围内。
当然,加工路径经过后置处理后,仍需对程序进行校核,使之符合机床性能要求,以防止在进退刀、换刀过程中出现干涉现象,由以上可看出,利用Cimatron 11.0 CAD/CAM 的坐标变换功能及灵活的加工方法,可较圆满地解决问题,使五面体加工中心的性能得以充分发挥。#p#分页标题#e#
相关文章
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-28计算机辅助设计与制造 21世纪全国应用型本科大机械系
- 2021-08-28计算机辅助设计与制造(CAD∕CAM)PDF下载
- 2021-08-27计算机辅助设计与制造 21世纪全国应用型本科大机械系
- 2021-08-27计算机辅助设计与制造(CAD∕CAM)PDF下载
- 2021-08-24经典技法118例AutoCAD 机械设计经典技法118例中文版_
- 2021-08-24经典实例学设计AutoCAD 2016从入门到精通 [李轲 编著]
- 2021-08-24精通AutoCAD 2013电气设计 [李波 主编] 2013年PDF下载
- 2021-08-24精通AutoCAD 2013机械设计_李波,辛雄主编_2013PDF下载