摘要:结合几个应用实例,着重阐述了CAD在加工中心及柔性线方案设计中应用的重要性、必要性、优越性及发展前景。
关键词:CAD;FMS;加工中心;方案设计
本文中所指的方案设计主要指的是应用工程的方案设计(也包括项目投标过程中的方案设计)。加工中心和柔性线都是用于多品种加工的。其特点是零件品种多、工序变化大,方案设计的工作量比一般组合机床大得多。采用传统的人工设计方法,要花费大量的人力和时间,在要求的时间内往往难以完成。如果引入CAD技术,发挥其特长,效果就非常显著。在这方面,我们作了一些工作并进行了初步的应用尝试。
首先,根据实际需要,归纳整理了一些加工中心和柔性线方案设计中常用的机床、刀具、工具、托板、有轨小车、无轨小车、滚道、清洗机及切削用量等的相关数据和图形,建立了部分的图库、数据库及数学模型。在此基础上,我们将这些成果作了初步的应用尝试,取得了很好的效果。现举两个例子介绍如下:
例1:我所为鞍山热工仪表厂提供了一台加工中心K6307,用于加工49种不同的阀体。这些阀体有7种不同的通径,4种不同的压力,尺寸变化较大。49种阀体的通径和压力见表1。
表1 阀体分类表
|
种类 |
三 通 |
四 通 |
|||||
|
压力 |
6 |
16 |
40 |
64 |
16 |
40 |
64 |
|
通径 |
|||||||
|
|
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
|
|
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
|
|
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
|
|
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
|
|
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
|
|
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
|
|
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
∨ |
机床加工哪种阀体完全取决于订货,因此在生产过程中品种更换非常频繁。有时一种阀的订货量只有几件,而在每次更换品种时都需要更换或调整夹具、刀具、程序等,它们的工序图、加工示意图、夹具调整图等必须完备、清晰,才能保证操作人员顺利地进行工作。由于有49种不同的零件,设计工作量很大。我们引入了CAD技术,按实际的需要先作出各种模块,再画出各种零件所需要的夹具调整图和加工示意图。所需的时间大大缩短,而图的质量却大大提高。
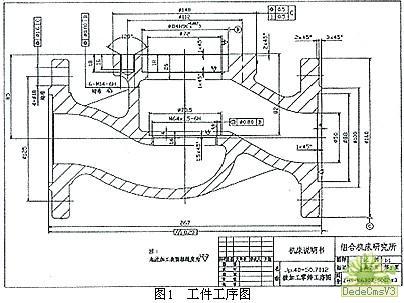
1)画出各种零件的工件工序图(图1)
2)画出夹具调整图(图2)

该图表示了在加工阀体JP40-50时所选用的夹具为21组夹具。每个夹具上可装两个零件。所选定的调整垫为2146(垫高32.392),并将两端定位的V形块调整到离夹具边66.5处。该21组夹具可用于通径40和50的三通阀体(共8种)。该图还说明了在加工该阀体时CNC应调出的零件程序号为3-50-40。操作人员将按此图选择并调整夹具。如果更换品种,只需更换调整垫,并改变定位的V形块到夹具边的距离即可实现。
3)画出加工示意图
第4序 倒角(见图3)。
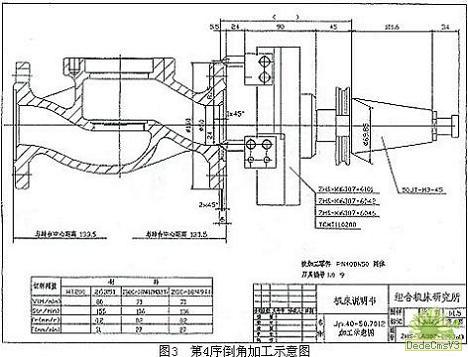
图中所示为49种零件中的一种(阀体JP40-50),50通径的三通阀体,压力为4MPa,采用三个法兰外圆定位,图中粗实线所示为要求加工的面和孔,并注明了要加工的尺寸和公差。
本序采用的是专用倒角刀,其刀头的位置可调量很大。在加工各种不同的阀体时可按加工示意图标明的尺寸调出(包括刀尖端外伸尺寸和刀尖到刀杆中心的尺寸)。由于此刀是供许多零件使用的,所以工人将按此尺寸调刀。
第7序 铣螺纹
对于大螺纹,在FMC上通常采用螺纹梳刀加工,如图4所示,用一把30的梳刀通过行星铣的方法可以铣出各种不同直径的螺纹(在图中为M64×1.5),其刀具中心走的轨迹如图中左图所示,分1~5段。第一段刀具从孔中心横向进给到R30.688处,第二段在90°区域内进给到R32.212处,此时已经完成了刀具的切入,第三段在360°的范围内完成行星铣一周,第4、5段为退出。由于螺纹梳刀是一种新型刀具,为了便于操作人员和现场技术人员理解程序,所以画出此刀的循环图。
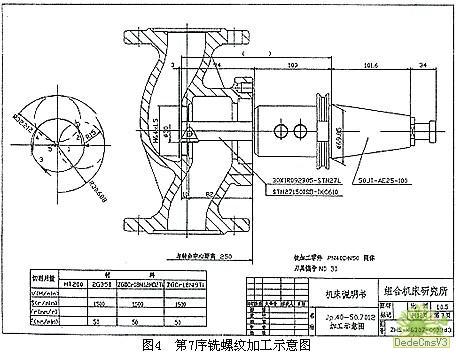
由于每种零件有铸铁、铸钢、不锈钢等四种不同的材料,所以图中都填有几种不同的切削用量。
以上图纸共设计了49套,每种零件一套,每套十几张,共700余张,受到用户厂操作人员的好评。如果采用传统的方法来设计,需要几倍甚至十几倍的时间才能完成,图纸的质量也相对较差。
例2:为重庆某厂设计的柔性生产线方案。
该厂要求用一条柔性生产线加工6种不同的变速器壳体。该生产线需用14台立式加工中心和2台卧式加工中心组成。由于参加投标的大多是国外厂商,用户对标书的方案要求比较高,要求画出每台机床、每种零件、每次安装的方案图(见图5~7)。#p#分页标题#e#
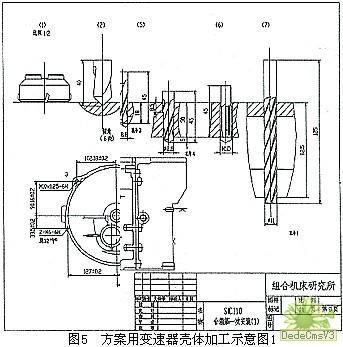


图5及图6所示为某一种零件在某台加工中心上加工的示意图。该图表示了在该台机床上加工的部位、尺寸和精度、定位方法和选用的刀具等等。对于该柔性线中的16台机床,6种减速器而言,这样的图需100张左右(有的工序较长,一张图画不下,例如图5)。对于图中所示刀具的切削参数则需另一张表格表示。例如图5所示加工内容的参数在表2中给出。
表2 加工时间计算表
|
安装 次数 |
序号 |
加工内容 |
刀 具 |
v |
s |
切削 |
|
第 |
1 |
铣大面 |
|
600 |
0.2×6 |
13.4 |
|
2 |
中心钻(倒角) |
NC中心钻 |
80 |
0.12 |
24 |
|
|
3 |
钻2- |
5 |
100 |
0.18 |
2.1 |
|
|
4 |
攻2-M6 |
M6丝锥 |
15 |
1 |
5.2 |
|
|
5 |
钻2- |
|
100 |
0.18 |
6.4 |
|
|
6 |
攻2-M10×1.25 |
M10×1.25丝锥 |
15 |
1.25 |
5.4 |
|
|
7 |
扩 |
扩孔钻 |
120 |
0.18 |
9.2 |
|
|
8 |
扩 |
扩孔钻 |
120 |
0.18 |
2.4 |
|
|
9 |
孔口倒角 |
镗 刀 |
200 |
0.2 |
2 |
|
|
10 |
挖槽 |
挖槽刀 |
400 |
0.06 |
20 |
|
|
11 |
扩 22孔 |
扩孔钻 |
120 |
0.18 |
4.6 |
|
|
|
94.7 |
|||||
辅助时间(s)
注: T换=82.5,T定=33,T装=20,T辅=67.8 。
T机加=94.7,T总=162.5 。
通常项目招标的时间一般都很短,在短时间之内用人工的方法作出大量的这样的图纸是不可能的。而我们用CAD作的方案在众多投标单位中名列前茅,并且达到与国外厂商相同的水平。
最近我们又为某汽车厂作了一条加工减速器壳体总体的FMS方案,也受到用户厂的好评。
我们在这方面所做的工作,只是一种初步的应用,大部分资料、数据以及经验是在实际工作中积累起来的,基础工作也是在实际应用中逐步进行的,更进一步的应用还有待于做大量的工作之后才能实现。为此我们要完善各种数据库、图库,充实基础部分,开发各种管理软件,按照不同需要调用各种模块,提高设计的自动化程度。其目标就是要在类似的应用工程中充分地利用CAD技术,加快设计速度,提高设计质量,增强竞争能力,从而能使我们在这个领域中站稳脚跟,立于不败之地。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF