针对这种内部层状裂纹型缺陷,有人曾做过理论分析,提出了3种最有可能产生缺陷的理由:①未锻合的疏松;②夹杂性裂纹;③氢脆或白点。然后,根据显微观察来逐一辨别确认。但是,观察结果却排除了上述3种可能性。经过长期的观察和分析,推出了一个新的力学效应模型,即RST效应。
一、RST效应的定义和产生条件
大型圆饼类和板类自由锻件,在锻造成形过程中,经受很大的变形量后产生的内部层状裂纹缺陷,是由一种特殊的力学效应引起的,定义为RST效应(Rigid Slide Tearing Effect,刚性滑动撕裂效应)。
图1表示了在锻造过程中产生RST效应的情况。其特点是:当锻造工具(砧子等)在与锻件相接触表面上两方向(如砧子的长度和宽度,镦粗为直径)的尺寸都大大超过坯料的高度时,致使坯料内上下两个刚性区相遇。随后,在压机力的继续作用下,产生刚性区内部的层状刚性滑动变形并导致撕裂。
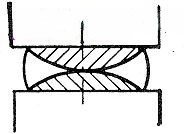
(a) 锻炼过程中上下两个刚性区“相遇”
(b) 锻炼内部的RST裂纹
图1 RST效应产生条件示意
坯料内部的刚性区是由工具和坯料表面的摩擦引起的,也称“死区”或“摩擦锥”。实际上,刚性区内的金属一般情况下并不完全呈整体刚性状态,而是从表面对称中心开始,向坯料内部呈一定梯度的小应变速率分布。刚性区的边界也无严格的规定,技术人员常以应变速率<0.0015-1为判别其边界的条件。图2表示了在平板间镦粗、平砧拔长锻板和上平砧、下转台成形管板的3种情况下,坯料内部刚性体(三维视场)相遇的模型。前2种情况具有变形对称的特点,刚性体分别为对称的上下锥台或棱形锻台;第3种情况为上下不对称的变形,刚性体也应为上下对称的棱形锥台。

(a) 平板间镦粗时内部刚性体相遇
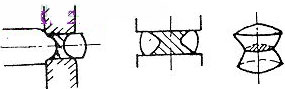
(b) 平砧拔长时内部刚性体相遇
(c)上平砧、下平台成形管板时内部刚性体相遇
图2 不同锻造方式下坯料内部的刚性体
由此看来,导致RST效应的先决条件为:
(1) 特殊的边界条件和工具尺寸条件,如摩擦系数μ,砧子的长度L,进砧宽度W及坯料高度H。
(2) 在上述变形条件下形成坯料内部的刚性体相遇后,继续施以一定的压下变形量。
(3) 刚性体内部的金属完全失去弹性和塑性变形能力,在压力下继续强制性变形,被迫发生层状刚性滑动(或层状脆性滑动),直至超过材料的剪应变强度而撕裂破坏。
二、RST效应的作用机制
RST效应并不是在瞬间突然作用的,其机制按力学特性分为3个发展阶段:①弹性压缩变形,②刚性剪切变形,③刚性滑动撕裂。
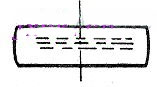
弹性压缩变形阶段是指坯料内部上下两个刚性体发生了接触,并且在外力的作用下继续相向运动时,在刚性体内部产生弹性变形的过程。这一阶段一般比较短暂,在两刚性体接触宽度内的弹性潜能充分释放后,这部分材料就被“压实”了,如图3所示。
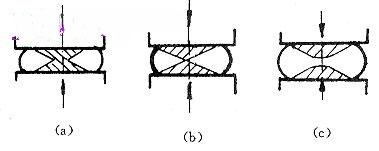
图3 RST效应作用第一阶段机制示意图
#p#分页标题#e#(a) “死区”未接触;(b) 刚刚相遇,弹性压缩变形开始;(c) 弹性压缩变形结束。
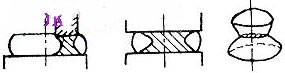
刚性剪切变形阶段,是指在坯料内刚性体中的“压实区”已不具有弹性压缩能力的情况下,继续受力强制压缩,使其高度减小,迫使金属发生类似层状的横向运动,如图4所示。

图4 刚性剪切变形阶段特征
图4还给出了在受力中心线上横向运动速度的分布。由于坯料受表面摩擦的影响,与刚性体的形状有关,所以这种速度的分布从表面到中心呈一定的梯度。由于“压实区”内各金属层(刚性层)之间存在着横向移动速度的差别,便导致产生了相邻层间的剪切运动,所以称之为刚性变形阶段。
刚性滑动撕裂阶段是指在刚性层间的剪切变形量达到某一极限值(即此时的材料剪切强度)时开始的撕裂破坏过程。首先,在部分刚性层间产生裂纹,然后再继续滑动撕裂扩大,直至坯料外部的受力压下变形结束为止。在这个过程中,处于“压实区”内的金属已实际上具有如同岩石一般脆性材料的特性了。图5表示此阶段的坯料内部特征。

图5 刚性滑动撕裂阶段特征
事实上,在描述这一过程中“压实区”内金属的性质,无论用“刚性”或是“脆性”都不十分合适。这是因为刚性指不变形的意思,但是它又不象脆性材料那样,在压缩时呈近似45°角的破坏。
三、避免RST效应的工艺准则
根据RST效应的作用机制,只要合理控制锻造时的工艺参数,使坯料内部的刚性体不发生相遇,就可以完全避免由RST效应导致锻件内部产生“层状裂纹”的缺陷。图6表示了平砧锻造时,工艺参数(砧宽W0,坯料高度H)和刚性体尺寸参数(摩擦角α、β,刚性体高度h,l)之间的关系。
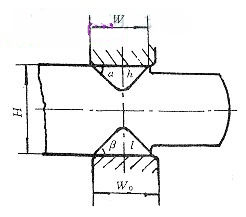
图6 工艺参数与刚性体尺寸之间的关系
通常,成形管板和锻板时在砧子长度方向上与坯料接触的尺寸总是远大于坯料高度H,但是只要合理控制进砧宽度W,就可以避免刚性体相遇。考虑变形对称的场合,几何参数有如下关系:
α=β,h=l (1)
在一般的高温(如T≥1 100 ℃)变形状态下,摩擦系数μ大约在0.37~0.42之间。当W/H=1时,
α=33.3 °~37.0 ° h=l=0.37~0.42 H。
实际成形管板和板坯时,在初始阶段由于坯料的高度尺寸较大,W总是小于H,只是在成形后期才会出现W>H的情况。由于这时坯料表面温度已经降低(≤900 ℃),所以将摩擦系数μ按0.37计算,在W/H=1.35时,坯料内部的上下两个刚性体才会相遇。此外,考虑到在此时的温度条件下,压下变形量不宜太大(εh≤15%),以及在压下过程中,由于坯料的伸长和展宽,使W值发生增长(约10%)现象。另外,为了保证良好的内部变形效果,使初始时的W/H≥0.5,所以规定了避免RST效应的锻造成形工艺准则为:
0.5≤W/H≤1.0, εh≤15% (3)
在由镦粗成形的场合,应限制锻件径高比为:
D/H≤1.35或H/D≥0.74 (4)
其中,式(3)对上下变形不对称的场合也适用。
四、结论
RST效应主要与在锻造成形过程中,因表面摩擦影响产生的坯料内部刚性体高度有关,其发展过程有弹性压缩变形、刚性剪切变形和刚性滑动撕裂3个阶段。合理控制锻造成形过程中的砧宽比和压下量两个工艺参数,可以有效地避免RST效应的危害作用。