
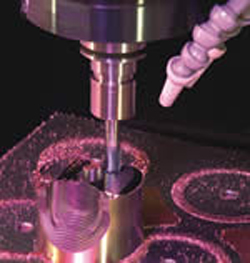
硬铣削

自动化加工设备
#p#分页标题#e#

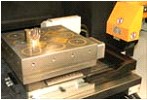
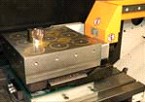
磁性工作台
磁性工作台的另一个优势就是不会过度损害模压部件,如果工件的几何造型非常精细的话,这一点非常重要,例如在一个很薄的空间内加工一个部件就是如此。磁性工作台不像老虎钳会对工件的外围增加压力。老虎钳的挤压压力可以改变空腔的形状和尺寸,使其难以承受和恢复。由于磁性工作台使用的接触面积更大,因此可以使工件变形得到极大的缓解,从而进一步提高了部件打磨和加工速度。同样的原因,刀具的寿命也会因磁性工作台的使用而延长。
三合一工艺创造成功
三合一流程为模具厂带来了优势
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF