1 引言
2 克服钻头后刀面翘尾的方法
- 采用优化刃磨参数
- 凡能保证麻花钻外缘后角及横刃斜角都在规定的合理值范围内的刃磨参数就称之为优化刃磨参数,此时,钻头后刀面一般没有较大的翘尾现象。表1中列出了d0=2~10mm中部分钻头的优化刃磨参数及相应的计算结果。
- 让钻头附加一个逆时针旋转角度参数
- 由本文表中可知,当钻头直径d0较小时,优化的锥顶距A值也很小,这会造成采用内锥面刃磨时结构上很难实现。为了增大锥顶距A,又使外缘后角a及横刃斜角y仍然保持在规定的合理值范围内,特别是不要产生翘尾现象,我们在《麻花钻后角的计算与研究》的图1的基础上,新增了一个刃磨参数—让钻头附加一个逆时针旋转角度b。经过计算、实际试磨和测量,效果很好,实践证明,这种方法不仅适用于小直径钻头,也适用于大直径钻头,而且,它对于消除钻头后刀面的翘尾现象有特效。
- 正是由于新增了这样一个刃磨参数b,《麻花钻后角的计算与研究》中的公式就不适用了,所以,必须重新建立一套新的计算理论。
- 由本文表中可知,当钻头直径d0较小时,优化的锥顶距A值也很小,这会造成采用内锥面刃磨时结构上很难实现。为了增大锥顶距A,又使外缘后角a及横刃斜角y仍然保持在规定的合理值范围内,特别是不要产生翘尾现象,我们在《麻花钻后角的计算与研究》的图1的基础上,新增了一个刃磨参数—让钻头附加一个逆时针旋转角度b。经过计算、实际试磨和测量,效果很好,实践证明,这种方法不仅适用于小直径钻头,也适用于大直径钻头,而且,它对于消除钻头后刀面的翘尾现象有特效。
3 麻花钻新型锥面刃磨法的理论计算
- 磨削直圆锥面的方程
- 坐标系的建立如《麻花钻后角的计算与研究》中的图1所示。
- 由该图可见,刃磨的麻花钻后刀面正是磨削直圆锥面。
- 磨削直圆锥面在坐标系OXYZ中的方程
X2+Y2=Z2tg2d (1)
- 坐标平移
- 将坐标系OXYZ平移到O′X′Y′Z′,二坐标系的关系为:
(2) X=X′-e
Y=Y′
Z=Z′-(A/sinq)
X=X′-e
Y=Y′
Z=Z′-(A/sinq) - 将坐标系OXYZ平移到O′X′Y′Z′,二坐标系的关系为:
- 坐标旋转
- 将坐标系O′X′Y′Z′绕O′X′(ox)旋转q角到oxyz,二坐标系的关系为:
(3)
X′=x
Y′=ycosq-zsinq
Z′=ysinq+zsinq - 将坐标系O′X′Y′Z′绕O′X′(ox)旋转q角到oxyz,二坐标系的关系为:
- 坐标二次旋转
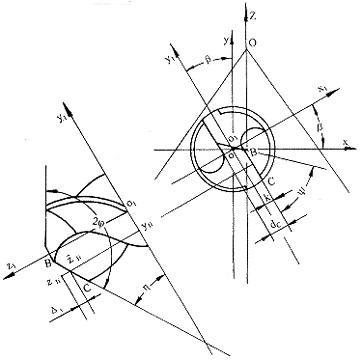
- 见《麻花钻锥面刃磨中翘尾现象的研究》中的图3,将坐标系oxyz绕oz轴逆时针旋转一个b角到o1x1y1z1,同时,钻头也随之逆时针旋转b角,此时,二坐标系的关系为
(4)
x=x1#p#分页标题#e#cosb-y1sinb
y=x1sinb+y1cosb
z=z1 - 见《麻花钻锥面刃磨中翘尾现象的研究》中的图3,将坐标系oxyz绕oz轴逆时针旋转一个b角到o1x1y1z1,同时,钻头也随之逆时针旋转b角,此时,二坐标系的关系为
- 磨削直圆锥面在坐标系o1x1y1z1中的方程
- 将(4)式代入(3)、(3)式代入(2)、(2)式代入(1)则可得到磨削直圆锥面在坐标系o1x1y1z1中的方程,该方程实质上就是钻头后刀面的方程,此方程为
(x1cosb-y1sinb-e)2+[(x1sinb+y1cosb)cosq-z1sinq]2
=[(x1sinb+y1cosb)sinq+z1cosq-(A/sinq)]2tg2d (5) - 将(4)式代入(3)、(3)式代入(2)、(2)式代入(1)则可得到磨削直圆锥面在坐标系o1x1y1z1中的方程,该方程实质上就是钻头后刀面的方程,此方程为
- 直圆柱面的方程
- 在坐标系o1x1y1z1中,以o1z1为轴线的直圆柱面方程为
(6)
- 磨削直圆锥面与直圆柱面的交线方程
- 将(5)、(6)式联立,即
(7)
(x1cosb-y1sinb-e)2+[(x1sinb+y1cosb)cosq-z1sinq]2
=[(x1sinb+y1cosb)sinq+z1cosq-(A/sinq)]2tg2d x21+y21=r2- 上述交线的参数方程为
(8)
(rcostcosb-rsintsinb-e)2+[(rcostsinb+rsintcosb)cosq-z1sinq]2
=[(rcostsinb+rsintcosb)sinq+z1cosq-(A/sinq)]2tg2d x1=rcost#p#分页标题#e# y1=rsint- 麻花钻圆柱剖面中的后角公式
- 由《麻花钻后角的计算与研究》知,麻花钻主切削刃上A点在圆柱剖面中的后角公式为
tgaA= 1 · dz1 r dt
(9)- 由(8)式求出dz1/dt,代入 (9)式得
tgaA=[1/(x12+y12)½]·{(x1cosb-y1sinb-e)·(-y1cosb-x1sinb)
式中 b——钻头在端面内逆时针旋转的角度。
+[(x1sinb+y1cosb)sinq-z1sinq]cosq(-y1sinb+x1cosb)
+tg2d[(x1sinb+y1cosb)sinq+z1cosq-(A/sinq)]sinq(-y1sinb
+x1cosb}/{sinq[x1sinb+y1cosb)q-z1sinq]
+tg2d[(x1sinb+y1cosb)sinq+z1cosq-(A/sinq)]cosq} (10)- x1、y1、z1—主切削刃上A点的坐标值,其中x1、y1按下式计算
式中 dc——钻心直径
(11)
x1=dc/2
y1=-(r2-x12)½- r——钻头主切削刃上A点的半径
- 现在再来求A点的z1坐标。(5)式实际为钻头后刀面的方程,因主切削刃也在后刀面上,所以将(5)式展开,整理成关于z1的一元二次方程,则可求出主切削刃上A点的z1坐标。
- 令
(12)
R=sin2q-tg2#p#分页标题#e#dcos2q
Q=2cosq(A/sinq)tg2d-sin2q(x1sinb+y1cosb)-tg2dsin2q(x1sinb+y1cosb)
H=(x1cosb-y1sinb-e)2+(x1sinb+y1cosb)2cos2q
-tg2d(x1sinb+y1cosb)2sin2q-tg2d(A2/sin2q)+2Atg2d(x1sinb+y1cosb)- 则
z1= -Q+(Q2-4RH)½ 2R
(13)- 横刃斜角
- 横刃方程
- 将两个主后刀面(两个直圆锥面)的方程联立,则可得到横刃的方程
(x1cosb-y1sinb-e)2+[(x1sinb+y1cosb)cosq-z1sinq]2
=[(x1sinb+y1cosb)sinq+z1cosq-(A/sinq)]2tg2d (14) - 将两个主后刀面(两个直圆锥面)的方程联立,则可得到横刃的方程
- 横刃在端面内的投影方程
- 将(14)式中的z1消掉,就得到横刃在端面内的投影方程
(x1cosb-y1sinb-e)2+{(x1sinb+y1cosb)cosq
+(-x1cosb·e+y1sinb·e)/[(x1sinb+y1cosb)cosq(1+tg2d)]
+Atg2d/[cosq(1+tg2d)]}2
={(x1sinb+y1cosb)sinq-
(-x1#p#分页标题#e#cosb·e+y1sinb·e)/[(x1sinb+y1cosb)cosq(1+tg2d)]
-Atg2d/[cosq(1+tg2d)]+A/sinq}2tg2d (15) - 将(14)式中的z1消掉,就得到横刃在端面内的投影方程
- 横刃斜角
- 由《麻花钻后角的计算与研究》知
tgy=- dx1 x1=0
(16)
y1=0 dy1- 对(15)式,按照隐函数的微分法则对其求导,然后经过化简、整理,则可求出dx1/dy1
- 令
(17)
M=(x1sinb+y1cosb)cosq+z1sinq
N=(x1sinb+y1cosb)sinq-z1cosq+A/sinq- 则
 (18)
(18) - 由《麻花钻后角的计算与研究》知
- 顶角
- 由于钻头附加了一个逆时针旋转角b(如图1所示),钻头的中心平面(沿y1轴)不再与磨削直圆锥面的轴线Z平行,因而刃磨出的钻头顶角2F≠2(d+q),为此,须重新计算顶角。
- 主切削刃方程
- 在图1中,过主切削刃BC作一平面,该平面与磨削直圆锥面的交线即为钻头主切削刃。
- 该平面的方程为
x1=k=dc/2 (19)
式中 K——常量,其值等于钻心半径。
- 现在,把该平面的方程(19)式与直圆锥面的方程(5)式联立,经化简整理后则得钻头主切削刃的方程为
(kcosb-y1sinb-e)2+[(ksinb+y1cosb)cosq-z1sinq]-[(ksinb+y1cosb)sinq+z1cosq-(A/sinq)]2tg2d=0 (20)
- 主切削刃的拟合回归直线
- 由图1知,主切削刃BC不过磨削锥体的锥顶O,故它不是锥体的母线,所以,它从理论上不是一条直线,而是一条曲线,该曲线经上机计算作图,近似为一条直线,因此,可利用最小二乘法原理拟合出较为精确的回归直线。 #p#分页标题#e#
- 设在主切削刃上按照(20)式取了n个点,它们的坐标分别为(y11,z11)……(y1i,z1i)……(y1n,z1n),与之拟合的直线方程为
 1=a+by1
(21)
1=a+by1
(21)- 各点与回归直线的偏差Di为
Di=z1i- 1i=z1i-a-by1i- 各点偏差的平方和为
F(a,b)=
(22) (z1i-a-by1i)2
(z1i-a-by1i)2- 按极值原理,将(22)式分别对a、b求偏导数,并令其为零,则可求得F(a,b)为最小值的a、b值。
 (23)
(23)- 解上面的二元联立方程,求出a、b,就可得到拟合回归直线的方程
1=a+by1。在这个方程中,b为拟合直线的斜率,故有
tgh=b (24)
- 在图1中,过主切削刃BC作一平面,该平面与磨削直圆锥面的交线即为钻头主切削刃。
- 从图1中不难看出,麻花钻的顶角2F为
2F=2(90°-h) (25)
- 坐标系的建立如《麻花钻后角的计算与研究》中的图1所示。
4 两种刃磨法的比较
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF