提高加工效率:进给率
时间:2011-05-25 12:19:17 来源:未知
在《提高加工效率:切削速度》中我们看到,提高切削速度可以提高加工效率,可以降低制造成本,但其刀具本身的费用增加不少。那么,是否存在既可以提高加工效率,又可以在降低制造总成本的同时,也降低刀具本身的费用呢?我们的初步答案之一是采用修光刃技术进行大进给加工。
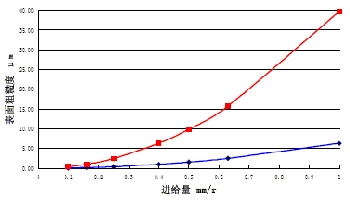
铣削的大进给已经存在很长时间了,而车削类型的大进给则是近几年来国际上技术领先的那些刀具供应商都在大力推广的一种新型技术。这种技术被普遍称为“Wiper”技术,它用一个短的直线或短的大半径圆弧来联结刀尖圆角和副切削刃,从而降低已加工表面的粗糙度。使用这种技术能在维持原有生产节拍的条件下大幅度降低工件表面粗糙度的数值,提高表面质量;也可以在保持原来工件质量的前提下大大减少加工时间,提高加工效率。图1是由肯纳金属提供的一个图表,红色代表R0.8普通刀片所能达到的表面粗糙度,蓝色代表使用Wiper 刀片(MW槽形)所能的表面粗糙度。可以看出,如果使用f=0.63 相同的进给率,普通R0.8刀片加工的工件表面粗糙度约16mm,而Wiper 刀片加工的工件表面粗糙度仅2.5mm 如果用普通R0.8 刀片要达到2.5mm的工件表面粗糙度则需要将进给减少到约f=0.22。
使用Wiper 技术能在保证相同的表面质量时使用更高的切削参数,这意味着生产效率的提高。那么,Wiper 技术的刀片还提供的另一种可能性,即在相同的进给率时能获得更好表面质量,是否也意味着表面质量的提高呢?我们说在一定条件下确实是这样如果我们原来需要半精加工,也许由于使用Wiper技术就可以不需要了。这就是我们在后面将要论述到的减少加工工序的问题。
一般的Wiper技术主要是指在车床上的应用,应该不太会影响平面度。除非你加工薄的盘类零件。笔者不主张在车削或铣削薄壁工件时应用修光刃的技术。修光刃的确能在得到高的表面粗糙度等级时兼顾高的效率,但法向力较大也是不争的事实。鱼与熊掌无法兼得。
就修光刃的结构而言,直线修光刃在理论上可以达到比大圆弧修光刃更好的修光效果,即被加工表面的理论粗糙度只是复印了刀刃的表面粗糙度。但实际上调整比较困难。因此,大圆弧的修光刃被更多厂家所采用。
目前国际上正在推行的所谓“高性能加工”则是铣削上使用大进给的典型代表(图左)。不少国际著名的刀具厂商都提供这样的刀具。这类刀具普遍采用小的主偏角以降低径向切削力对刀具变形的影响,从而可以将非常大的进给用于实际加工,提高切削效率。
提高进给的另一个常用方法是通过使用更多齿数的刀具来提高进给速度。刀片的进给率常常受刀片厚度的影响或表面质量的要求而局限在某一个范围内,而采用密齿刀具或其它更多齿数的方法就可以在不改变切削速度和进给率的前提下提高进给速度。图中有两种多齿扩孔刀具,中间是山特维克可乐满的三齿扩孔刀具,它对于常见的两齿可调扩孔刀具而言可以增加50%的进给速度;右边是肯纳金属用于汽车缸体加工的一把不可调节的扩孔刀具,它的齿数高达7 个,加工效率是常见的两齿扩孔刀具的350%。
