1.1 虚拟制造的产生背景
自20世纪70年代以来,世界市场由局部竞争逐步演变成全球范围内的竞争,并具有动态多变的特征,同行业之间、跨行业之间的相互渗透、相互竞争日益激烈。为了适应变化迅速的市场需求,不断提高竞争力,现代制造企业必须解决TQCS难题,即以最快的上市速度(T-TimetoMarket),最好的质量(Q-Quality),最低的成本(C-Cost),最优的服务(S-Service)来满足不同顾客的需求。
与此同时,信息技术取得了迅速发展,特别是计算机技术、网络技术、信息处理技术等取得了人们意想不到的进步。二十多年来的实践证明,将信息技术应用于制造业,对传统制造业进行改造,是现代制造业发展的必由之路。进人20世纪90年代,先进制造技术进一步发展,出现了虚拟制造(VM,Virtual Manufacturing)、精益生产(LP,Lean Production)、敏捷制造(AM,Agile Manufacturing)、虚拟企业(VE,Virtual Enterprise)等新概念。在这些诸多新概念中,“虚拟制造”以其高度集成、支持敏捷制造和分工合作的特点引起了人们的广泛关注,不仅在科技界,而且在企业界,成为研究的热点之一。
1.2 虚拟数控机床的用途
由于数控加工过程隐含在数控程序中,而数控程序中的错误又不容易发现,因此,在实际数控加工过程中,为了校验数控代码的正确性,需要进行反复试切,直至确认数控代码能够完成预定的加工任务,同时数控加工参数也需要反复调试。上述操作不仅使效率降低,占用了机器资源,而且有可能引起刀具碰撞而造成经济损失。
目前通常采用计算机图形模拟刀具轨迹显示法和机床试切法对数控程序进行检验。但计算机图形模拟刀具轨迹显示法缺少真实感,刀具与工件的干涉和过切难以发现,而试切法成本高,周期长。
采用虚拟现实技术建立的虚拟数控机床,可以为产品设计过程中的可制造性分析提供关键数据,降低成本并缩短开发周期。利用机床加工的全过程与用户的交互功能,还可以对机床操作人员进行培训,并帮助机床制造商向远程客户逼真地演示其产品。
2 基于WTK的虚拟数控机床
WTK(WorldToolKit)是由美国Sense8公司开发的虚拟现实软件程序包。它内含大量的虚拟现实硬件驱动程序,可以方便地连接多种虚拟现实输人输出设置。与设备无关的特性,使它可以广泛应用于普通计算机。强大的图形处理功能,使它能够逼真地模拟虚拟现实环境。因此,WTK在国内正得到越来越广泛的应用。
我们结合开放性控制系统的概念,参照当今虚拟机床的研究现状,采用VC++和WTK开发出可由用户自由设定的、能够进行三维切削并可以实时控制的虚拟数控机床。
2.1 虚拟数控机床的体系结构
数控加工过程仿真主要包括两个部分:数控机床建模和切削过程仿真。数控机床模型主要由机床的硬件(或物理)部分和软件部分组成。硬件部分由机床部件、加工零件、刀具、夹具等构成。软件部分则由NC代码编译器、运动控制器等构成。
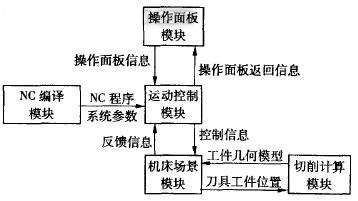
图1 虚拟数控机床的体系结构
虚拟数控机床应具备的特点有:良好的结构、完善的图形接口、完全的符号数据接口、强大的网络支持功能和标准数据格式。以上诸方面决定了虚拟数控机床需要具备合适的体系结构。根据虚拟数控机床的特点,可以将系统的功能模块做如下划分:
(1)NC编译模块。为了使虚拟数控机床能够识别NC程序,开发了NC解释模块,它的功能是接受数控代码并将其翻译为机床部件、刀具等运动的信息。
(2)运动控制模块。运动控制模块根据NC程序决定机床刀具和各个轴的运动状态,向各个运动部件发送运动指令并采集各轴的反馈信息。
(3)操作面板模块。操作面板模块包括真实数控机床的操作面板按钮功能和虚拟数控机床的菜单。 #p#分页标题#e#
(4)切削计算模块。根据工件与刀具的相对位置,进行干涉判断,对发生干涉的工件进行切削计算并重新生成工件模型。
(5)机床场景模块。建立虚拟机床的工作环境。
2.2 虚拟数控机床功能模块的实现
(1)NC解释模块:本系统的G代码按GB8870-88标准编写,NC解释步骤为:①由NC编译器逐行读取G代码,建立对应的机床状态字,存入队列。机床状态字包含:坐标增量方式、刀补状态、插补方式等状态信息和本行程序的刀心起点和终点坐标、圆弧圆心坐标、刀补半径等数字信息。②读取下一行G代码建立机床状态字,存人队列。③计算两行G代码之间的拐点过渡,对增长型的过渡则生成新机床状态字,插人两个状态字之间;对于缩短型的过渡则修改前后的机床状态字。④重复①一③步直到程序结束。
(2)运动控制模块:为了扩大系统使用范围,增强系统的通用性,本文是按速度矢量对虚拟机床进行运动控制的。运动控制模块读取机床和刀具位置,由机床状态字可以方便地计算出刀具在任意位置的速度矢量,运动控制模块将速度矢量输出到机床场景模块,对场景中的节点进行运动控制。
(3)操作面板模块:操作面板模块采用VC的MFC界面编程技术,实现真实机床操作面板相应的功能。
(4)切削计算模块:本文采用表面网格模型建立工件模型,通过对工件和刀具的干涉检验,对切削点进行“塌陷”处理,重绘工件,完成对工件的切削。
(5)机床场景模块:采用WTK软件的场景图模型,每个机床部件都是场景图中的节点,包含机床部件的几何模型和材质、纹理及光源等信息。节点的数据结构如图2所示。节点可以接受速度矢量的驱动。将部件节点按传动链连接,从而实现对运动控制模块速度矢量的响应。
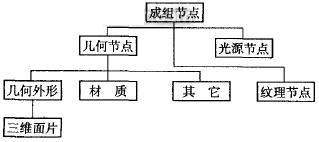
图2 节点的数据结构
3 结论与展望
3.1 结论
对于解决制造业的TQCS问题,虚拟制造技术具有广阔的市场前景,并已得到了国内外科研机构和企业的广泛关注。作为实现虚拟制造的一个重要组成部分,虚拟数控机床技术的开发和应用,有助于提高生产率、降低成本。本文在对虚拟制造的发展状态进行分析的基础上,建立了虚拟数控机床的体系结构,采用VR技术在场景图中实现虚拟机床子系统,并由NC解释模块、运动控制模块和操作面板模块完成虚拟数控子系统的相应功能;完成了NC程序编译、刀具轨迹计算、虚拟数控机床的运动控制和对工件模型的切削计算。
3.2 展望
虚拟制造技术是一门新兴技术,它面向系统的全生命周期和全系统,使研究、开发和使用者之间的联系更为有效,加速了新技术向产品转化的开发、研制与使用过程,并通过全生命周期协同利用仿真技术来降低技术风险、提高产品质量、缩短研制周期、降低成本、增强企业竞争力。
目前,我国对虚拟数控机床的研究还处在起步阶段,对下列问题还需要深人研究与探讨:
(1)虚拟制造中人机协调的深人研究。对人和计算机在制造分析过程中的角色、相互作用方式和协同方法进行更深人的研究。
(2)从制造分析的角度,研究如何更好地利用虚拟现实技术来分析和解决可制造性问题。
(3)对虚拟制造系统与其它分析设计系统之间的集成体制进行研究。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-08-28计算机辅助设计与制造 21世纪全国应用型本科大机械系
- 2021-08-28计算机辅助设计与制造(CAD∕CAM)PDF下载
- 2021-08-27计算机辅助设计与制造 21世纪全国应用型本科大机械系
- 2021-08-27计算机辅助设计与制造(CAD∕CAM)PDF下载
- 2021-08-24经典技法118例AutoCAD 机械设计经典技法118例中文版_
- 2021-08-19清华社“视频大讲堂”大系AutoCAD 2012中文版机械设计
- 2021-08-19十天成为绘图高手AutoCAD 工程绘图禁忌与技巧 [刘朝晖
- 2021-08-18完全实例自学AutoCAD 2012机械绘图 [唯美科技工作室