1概述
柴油机缸体上的机油泵孔,由于精度高,加工难度大,一般需要锪、钻、扩、镗、铰等多道工序才能完成。为了满足柴油机的生产节拍,我公司从湖北机床厂购买了一条由五台专机组成的锪、钻、扩、镗、铰机油泵孔专机自动生产线,缸体以底面及其底面上的两个定位销孔定位,在自动线上分别完成锪、钻、钻(扩)、镗、铰等工序内容。在购买该自动生产线时,只考虑四缸柴油机缸体的加工,后来由于市场需要,我公司又开发了二缸及三缸柴油机,为了使该自动线能同时加工二缸及三缸柴油机缸体,需在夹具上距原圆柱定位销254mm处再增加一件菱形定位销17,如图1所示。按常规设计,需在原夹具底座上距原圆柱定位销254mm处补充加工一定位孔,新增加的菱形定位销安装在该定位孔内,通过原传动轴带动新增加的拨杆使新增加的菱形定位销上下移动。但由于原夹具底座上距原圆柱定位销254mm处有一筋板,在原夹具底座上补充加工定位孔不能实现。如果重新制造夹具底座,安装时需将整条自动线拆散,夹具的制造成本较高,且制造调试周期较长,影响生产。经过认真分析,将新增加的菱形定位销安装在垫板23上,并与原定位机构实现联动后,完全能满足生产要求。
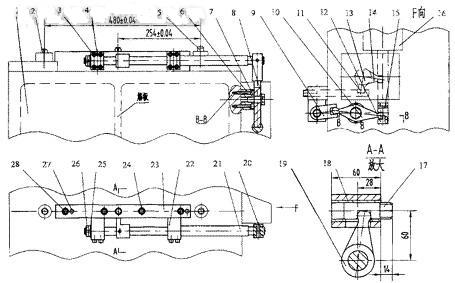
图1结构图
1.夹具底座 2.原菱形定位销 3.M8螺钉 4.?5定位销 5.原圆柱定位销 6.过渡垫板 7.M8压紧螺钉 8.惰轮轴 9.拨叉 10.反向拨杆 11.原2号拨杆 12.推杆 13.原传动轴 14.原1号拨杆 15.调整垫片 16.定位油缸 17.新增菱形定位销 18.底套 19.拨杆 20.?8定位销 21.传动轴 22.轴承座 23.垫板 24.M12压紧螺钉 25.垫圈 26.小圆螺母 27.?12定位销 28.原垫板压紧螺钉
2定位机构及原理
该定位机构的特点是定位销安装在垫板上,并与原定位销同步动作(如图1)。定位油缸16前进,推动原1号拨杆14、原传动轴13顺时针转动,带动原2号拨杆11,使原圆柱定位销5及原菱形定位销2伸出;同时,定位油缸通过推杆12推动反向拨杆10绕惰轮轴8顺时针转动,带动拨叉9使传动轴21逆时针转动,带动拨杆19,使新增菱形定位销伸出。反之,定位油缸缩回,拉回原1号拨杆,原传动轴逆时针转动,带动原2号拨杆,使原圆柱定位销及原菱形定位销缩回;同时,定位油缸通过推杆拉动反向拨杆绕惰轮轴逆时针转动,带动拨叉使传动轴顺时针转动,带动拨杆使新增菱形定位销缩回。这样便可加工二、三缸柴油机缸体,拆除隋轮轴及反向拨杆后,新增菱形定位销失去动力,将新增菱形定位销压下后便可恢复原四缸柴油机缸体的加工。
3具体实现过程
该定位机构的难点是调试时如何找正新增菱形定位销的位置精度。调试前我们先将该定位机构装配好,使传动轴转动灵活,新增菱形定位销上下移动灵活,并提前制造一件调机靠尺(如图2)。调试时,启动定位油缸,使原圆柱定位销及原菱形定位销分别插入调机靠尺的A孔及C孔内,搬动拨叉使新增菱形定位销伸出插入调机靠尺的B孔,通过调机靠尺上的D孔及E孔,用夹具底座1上原有的2-M12原垫板压紧螺钉孔28压紧垫板23,取下调机靠尺,用手电钻在夹具底座上再配钻、攻2-M12螺孔压紧垫板,同时配钻、铰2-Φ12锥销孔使垫板定位,然后调整新增菱形定位销的伸出量和缩回位置,根据此伸出量和缩回位置,在夹具底座的端面用手电钻配钻、攻4-M8螺孔,将过渡垫板6固定,便完成整个定位机构的调试过程。由于调机靠尺上的三个定位孔相互位置精度可控制在±0.015mm以内,定位孔与定位销的配合间隙在0.03mm以内,所以,用调机靠尺定位调整的新增菱形定位销与原圆柱定位销之间的位置精度可控制在±0.04mm以内,能满足二、三缸柴油机缸体的定位要求。实践证明,该定位机构安装调试方便,定位可靠,能满足我公司多品种、大批量的缸体生产要求,且节省了大量的工装投资和调试时间。#p#分页标题#e#
图2调机靠尺
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF