1 麻花钻结构特点
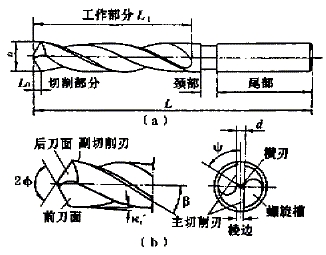
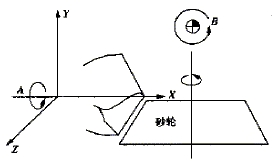
麻花钻是最常用的孔加工刀具,此类钻头的直线型主切削刃较长,两主切削刃由横刃连接,容屑槽为螺旋形(便于排屑),螺旋槽的一部分构成前刀面,前刀面及顶角(2Ø)决定了前角g的大小,因此钻尖前角不仅与螺旋角密切相关,而且受到刃倾角的影响。麻花钻的结构及几何参数见图1。2 麻花钻受力分析
#p#分页标题#e#3 S刃钻尖的分类及特点
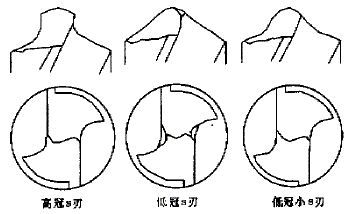
- 高冠S刃钻尖
- 高冠S刃钻尖以美国吉丁斯·路易斯钻头磨床修磨的温斯陆(Winslow)钻尖为代表。该机床附设了一套特殊的凸轮机构,修磨出的S刃钻尖切削部分(L0)较长,S刃冠状曲率较大。特点:由于S部分较高(L0较长),基本消除了负前角,甚至可实现正前角切削,所以不必另加横刃切削槽。修磨效率高,适于修磨厚钻芯刀具。但钻尖尖端部分相对薄弱,强度较差,不适合高速加工高硬度工件。钻尖材质需采用具有较好韧性的材料(如高速钢类)。
- 低冠S刃钻尖
- 低冠S刃钻尖以德国五轴磨床(由瑞士Numroto配备编程软件)修磨的钻尖为代表。钻尖切削部分(L0)较短,S刃冠状曲率较小。从端面投影方向可看出横刃为大S形,中间局部可为一小段直线,横刃部分有两个小槽,可减小钻尖部分的负前角。
- 特点:因切削部分(L0)相对较短,钻尖尖端及主切削刃强度较好;由于钻尖S刃冠状曲率小,因此自定心性及稳定性均优于高冠S刃钻尖。开横刃前角后,钻削性能明显改善,既保留了高冠S刃钻尖的优点,又提高了钻尖尖端的强度。适用于加工较硬材料的工件(如钢件、铸铁件等)。钻头材质可采用高速工具钢、硬质合金或其它高硬度材料。此类钻头的修磨较复杂,要求较高。
- 低冠小S刃钻尖
- 此类钻尖形状与高冠S刃钻尖较类似,其横刃也为小S形,钻尖顶角(2Ø)较上述两类钻尖更大,主切削刃短(L0相对较短),冠状曲率较小。
- 特点:因主切削刃较短,因此加工中的扭矩较小;由于主切削刃强度高、冠状曲率小,因此自定心性和稳定性均比高冠S刃钻尖好。另外,小S刃钻尖无负前角产生,因此不需在横刃处加槽,既控制了轴向力,又减小了扭矩,可极大地改善切削性能。适于修磨高硬度材料(如硬质合金类)小螺旋角钻头。
- 低冠S刃钻尖以德国五轴磨床(由瑞士Numroto配备编程软件)修磨的钻尖为代表。钻尖切削部分(L0)较短,S刃冠状曲率较小。从端面投影方向可看出横刃为大S形,中间局部可为一小段直线,横刃部分有两个小槽,可减小钻尖部分的负前角。
4 S刃钻尖的修磨
#p#分页标题#e#5 S刃钻尖的应用实例
| 钻尖类型 | 普通钻尖 | S刃钻尖 | 麻花钻直径 Ø17mm(标准) Ø17mm(标准) 壁粗糙度 不合格 合格(12.5µm) 切削速度 10.68mm/min,不能提高 11mm/min,可提高 机床转速 200r/min ≥200r/min 孔径精度 Ø≥17.5mm Ø≤17+0.07mm
|---|
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-28计算机辅助设计与制造 21世纪全国应用型本科大机械系
- 2021-08-27计算机辅助设计与制造 21世纪全国应用型本科大机械系
- 2021-08-23零基础学AutoCAD 2012电气制图工程应用 [张立富,陈刚,彭
- 2021-08-22AutoCAD 室内装潢设计应用大全中文版 [马永志,郑艺华,刘
- 2021-08-22AutoCAD 2013应用与开发系列中文版AutoCAD 2013室内装
- 2021-08-22AutoCAD 2013应用与开发系列中文版AutoCAD 2013机械图
- 2021-08-14新编AutoCAD 2004中文版计算机辅助设计应用技能培训教