前言
数字信号处理相对于模拟信号处理具有很大的优越性,表现在精度高、灵活性大、可靠性好以及易于大规模集成等方面。以录音系统为例,模拟录音系统的信噪比一般在60分贝左右,而一个16位的数字录音系统的信噪比可以达到96分贝,高出模拟录音系统60多倍[1]。数字信号处理技术因此在通信、语音处理、图形/图象处理、自动控制、仪器仪表、医学电子、军事与尖端科技、计算机与工作站、消费电子等诸多领域内得到了广泛的应用。
作为数字信号处理技术与弧焊工艺结合的产物,数字化焊机的出现引起了业内人士的广泛关注。关注的焦点,首先是数字化焊接的概念及其特点,其次是数字化焊机的实现方式,最后是数字化焊机对整个焊接生产工艺的推动作用。
1 数字化焊机及其特点
因为数字化焊机出现的比较晚,例如Fronius是在1998年才开始进行数字化焊机的生产,因此到目前为止还没有形成数字化焊机的统一的,得到各个方面认同的定义。我们理解,所谓数字化焊机应当是指这样一些焊机,它们主要的控制电路由传统的模拟技术直接被数字技术所代替,在控制电路中的控制信号也随之由模拟信号过渡到0/1编码的数字信号。
在计算控制技术的发展中经历过两个关键的阶段,即开创时期和直接数字控制时期。在开创时期,计算机系统速度慢、价格高,也不可靠,因此这个阶段的计算控制主要以两种方式进行,一种方式是计算机打印出指令给操作者,另一种方式是计算机修改模拟调节器的设定值。进入到直接数字控制时期后,计算机的任务不再局限于向操作者发送指令和修改模拟调节器的设定值,而是直接替代了模拟调节器的功能[2]。
应当指出,在数字化焊机的发展中同样有与此类似的两个阶段。以8098或80C196为代表的单片机控制弧焊电源基本上属于数字化焊机开创时期的产品。其主要特征就是单片机在焊机中的主要作用是完成焊机的管理和焊接参数的给定,焊接工艺中的恒压、恒流控制则通过模拟的PI控制器来完成。当然这并不是绝对的,并不是所有的单片机控制的弧焊电源都是仅仅利用单片机完成了焊接参数的给定。在某些单片机控制的可控硅焊机中,从参数设定、焊接参数反馈采样、PI控制,一直到可控硅触发脉冲的发生都是由单片机完成的。这种情况下的单片机控制的弧焊电源就应当属于直接数字控制时期的产品。
从某种意义上说,只有在数字化焊机进入到直接数字化阶段才真正地实现了数字化,才充分体现出了数字化控制所带来的种种优势。总体上讲,数字化控制优越于模拟控制主要表现在灵活性好、稳定性强、控制精度高、接口兼容性好等几个方面。#p#分页标题#e#
不言而喻,数字化控制具有很好的系统灵活性。对于模拟系统,系统的配置和增益由阻容网络等硬件参数所决定,一旦确定就很难改变。而对于数字系统,这一切仅仅是改变软件而已。对于数字化焊机来说,灵活性意味着同一套硬件电路可以实现不同的焊接工艺控制,对于不同焊接工艺方法和不同焊丝材料、直径可以选用不同的控制策略、控制参数,从而使焊机在实现多功能集成的同时,每一种焊接工艺方法的工艺效果也将得到大幅度的提高。以CO2焊接短路过渡的波形控制为例,短路时的电流波形决定了其焊接飞溅的大小和焊缝成型的好坏,并且对于不同的焊丝直径和焊接工艺区间,最佳的电流波形会有所区别。在采用模拟控制时,我们往往是按照兼顾整个工艺区间的原则来选取电流波形,这样就必然造成部分区间的工艺效果的不理想。数字化控制的灵活性同时也体现在数字化焊机的控制软件的在线升级的功能上。目前技术上比较先进的数字化焊机在存储器的选择上从E2PROM过度到了Flash,在电路设计上也增加了在线的Flash编程功能。因此,对于这种数字化焊机的控制程序升级或在线调试修改,不再需要E2PROM的插拔、紫外线清除、编程写入,而是简单地通过通用的RS232串行通讯接口进行Flash编程来完成。
数字化焊机的第二个优势是它具有更强的稳定性。在模拟系统中,信号的处理是通过有源或无源的电网络进行的,处理参数的设定通过电阻、电容参数的选择来完成。这样在模拟系统中阻容参数的容差、漂移必然导致控制器参数的变化,一方面模拟控制的温度稳定性较差,另一方面模拟控制时的产品一致性难以保证。而在数字化控制中,信号的处理或控制算法的实施是通过软件的加/减、乘/除运算来完成的,因此其稳定性好,产品的一致性也得到了很好的保证。
数字化焊机具有更高的控制精度。模拟控制的精度一般由元件参数值引起的误差和运算放大器非理想特性参数(如Ad、ACM、UOS、IOS、噪声等)引起的误差所决定。以反向放大器电阻网络引起放大倍数的相对误差为例,放大倍数 ,其相对误差
,其相对误差  ,这里
,这里  为电阻R1和R2的相对误差[3]。如果R1和R#p#分页标题#e#2的相对误差同为±5%,则放大倍数的相对误差为±10%。实际的模拟放大电路的误差要远远低于这个数值,只要保证R1和R2具有相同的相对误差,即保证R2和R1比值的精确,就可获得精确的放大倍数。即使R1和R2不相等,当误差均偏正或偏负也可以补偿一部分误差。但是模拟控制由于多级处理的误差积累和噪声的逐级放大,因此它的总体误差较高。而数字化控制的精度仅仅与模-数转化的量化误差及系统有限字长有关,如果对一个0~10V变化的信号进行10位模-数转化的话,模-数转化中的量化误差为
为电阻R1和R2的相对误差[3]。如果R1和R#p#分页标题#e#2的相对误差同为±5%,则放大倍数的相对误差为±10%。实际的模拟放大电路的误差要远远低于这个数值,只要保证R1和R2具有相同的相对误差,即保证R2和R1比值的精确,就可获得精确的放大倍数。即使R1和R2不相等,当误差均偏正或偏负也可以补偿一部分误差。但是模拟控制由于多级处理的误差积累和噪声的逐级放大,因此它的总体误差较高。而数字化控制的精度仅仅与模-数转化的量化误差及系统有限字长有关,如果对一个0~10V变化的信号进行10位模-数转化的话,模-数转化中的量化误差为 ,因此数字化控制常常可以获得很高的精度。
数字化焊机的接口兼容性好。由于数字化焊机大量采用了单片机、DSP等数字芯片,因此PC机与数字化焊机、数字化焊机与机器人以及数字化焊机内部的电源与送丝机、电源与水冷装置、电源与焊枪之间的通讯接口就可以非常方便地实现。相信随着现代焊接生产网络化管理的发展和普及,数字化焊机以其良好的接口兼容性必然会发挥越来越重要的作用。
数字化焊机具有与传统模拟控制焊机相比具有无可争议的优势。但是,处理速度慢和抗干扰能力差是数字控制的主要缺点,因此在数字化焊机的实现中必须通过合理的控制芯片选择和整体设计满足弧焊工艺对处理速度的最低要求,并且要采取有效的抗干扰措施,使数字控制电路适应高辐射、强电磁干扰的弧焊工艺环境。
2 数字化焊机的实现
焊机向数字化方向发展,包含两方面的内容。一个是主电路的数字化,另一个是控制电路的数字化。
2.1 主电路的数字化
,因此数字化控制常常可以获得很高的精度。
数字化焊机的接口兼容性好。由于数字化焊机大量采用了单片机、DSP等数字芯片,因此PC机与数字化焊机、数字化焊机与机器人以及数字化焊机内部的电源与送丝机、电源与水冷装置、电源与焊枪之间的通讯接口就可以非常方便地实现。相信随着现代焊接生产网络化管理的发展和普及,数字化焊机以其良好的接口兼容性必然会发挥越来越重要的作用。
数字化焊机具有与传统模拟控制焊机相比具有无可争议的优势。但是,处理速度慢和抗干扰能力差是数字控制的主要缺点,因此在数字化焊机的实现中必须通过合理的控制芯片选择和整体设计满足弧焊工艺对处理速度的最低要求,并且要采取有效的抗干扰措施,使数字控制电路适应高辐射、强电磁干扰的弧焊工艺环境。
2 数字化焊机的实现
焊机向数字化方向发展,包含两方面的内容。一个是主电路的数字化,另一个是控制电路的数字化。
2.1 主电路的数字化
 图1 模拟焊机主电路框图
焊接电源具有低电压、大电流的特点,为了满足焊接电源这个特性要求,可以通过多种设计方式来实现。在焊接电源的设计中,变压器的设计是关键。在焊接电源中,变压器一方面满足电流、电压的匹配要求,另一方面对送电回路和焊接回路进行电气隔离。更为重要的是变压器在能量传输回路中的位置决定了焊接电源的体积和质量。
图1 模拟焊机主电路框图
焊接电源具有低电压、大电流的特点,为了满足焊接电源这个特性要求,可以通过多种设计方式来实现。在焊接电源的设计中,变压器的设计是关键。在焊接电源中,变压器一方面满足电流、电压的匹配要求,另一方面对送电回路和焊接回路进行电气隔离。更为重要的是变压器在能量传输回路中的位置决定了焊接电源的体积和质量。
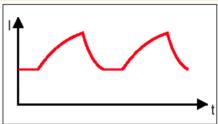 图2 模拟焊机输出电流波形
图2为模拟式焊机的主电路框图。这种电源由一个工频变压器、三相整流桥和一个晶体管组组成,晶体管组在回路中的作用相当于负载的串联电阻。晶体管组工作在放大区,焊接中不需要的电压消耗在晶体管组的#p#分页标题#e#C、E极之间,因此功耗极大,晶体管组需要水冷。这种焊机的优点是响应速度快,缺点是晶体管组的能耗大,因此基本上已经被其它类型的电源所取代。
与模拟式焊机不同,在开关电源中晶体管组工作在开关态,主电路如图3所示。开关电源主要由工频变压器、整流桥和半导体开关组成。半导体开关按照某一固定频率周期性地开通/关断(如每秒开通/关断20000次,对应频率20KHz),如果以理想开关来分析图3所示的电路的话,无论是在开通状态还是关断状态,开关的损耗为零。
图2 模拟焊机输出电流波形
图2为模拟式焊机的主电路框图。这种电源由一个工频变压器、三相整流桥和一个晶体管组组成,晶体管组在回路中的作用相当于负载的串联电阻。晶体管组工作在放大区,焊接中不需要的电压消耗在晶体管组的#p#分页标题#e#C、E极之间,因此功耗极大,晶体管组需要水冷。这种焊机的优点是响应速度快,缺点是晶体管组的能耗大,因此基本上已经被其它类型的电源所取代。
与模拟式焊机不同,在开关电源中晶体管组工作在开关态,主电路如图3所示。开关电源主要由工频变压器、整流桥和半导体开关组成。半导体开关按照某一固定频率周期性地开通/关断(如每秒开通/关断20000次,对应频率20KHz),如果以理想开关来分析图3所示的电路的话,无论是在开通状态还是关断状态,开关的损耗为零。
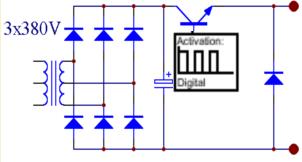 图3开关电源的主电路框图
在实际的工作中,由于采用IGBT、MOSFET或双极性晶体管等作为开关器件,总会存在一定的功率损耗,但是与模拟焊机的损耗相比较,这个损耗是可以忽略不计的。以一台20KW开关电源为例,由于现代电力电子开关多为电压驱动型,所需要的电流极小,控制电路只需要几瓦的功率就可以满足要求。除了效率高而外,开关电源另一个优点是它的工作频率高。开关电源的工作频率越高,则回路输出电流的纹波越小,响应速度就越快,因此焊机就获得了更好的动态响应特性。表1列举了在开关型焊机中采用的不同开关器件和与之相对应的典型开关频率。
图3开关电源的主电路框图
在实际的工作中,由于采用IGBT、MOSFET或双极性晶体管等作为开关器件,总会存在一定的功率损耗,但是与模拟焊机的损耗相比较,这个损耗是可以忽略不计的。以一台20KW开关电源为例,由于现代电力电子开关多为电压驱动型,所需要的电流极小,控制电路只需要几瓦的功率就可以满足要求。除了效率高而外,开关电源另一个优点是它的工作频率高。开关电源的工作频率越高,则回路输出电流的纹波越小,响应速度就越快,因此焊机就获得了更好的动态响应特性。表1列举了在开关型焊机中采用的不同开关器件和与之相对应的典型开关频率。
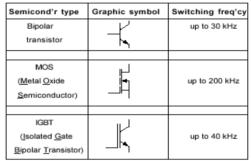 表1开关电源中采用的开关器件-开关频率
在开关电源中为了在一个较宽的范围内调节功率输出,触发脉冲的导通时间与关断时间的比率(或占空比)必须可调。如图4所示,占空比高则输出较高的平均电流值,占空比低则输出较低的平均电流值。这种调节方式叫做脉冲宽度调节(PWM)。目前几乎所有的全控功率开关逆变电源和开关电源中都采用PWM形式的控制电路。
表1开关电源中采用的开关器件-开关频率
在开关电源中为了在一个较宽的范围内调节功率输出,触发脉冲的导通时间与关断时间的比率(或占空比)必须可调。如图4所示,占空比高则输出较高的平均电流值,占空比低则输出较低的平均电流值。这种调节方式叫做脉冲宽度调节(PWM)。目前几乎所有的全控功率开关逆变电源和开关电源中都采用PWM形式的控制电路。
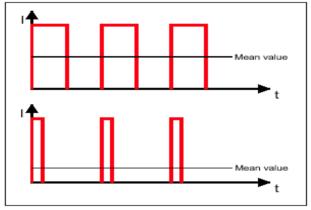 图4 开关电源的输出电流
焊接电源从模拟式焊机发展到开关式焊机,实际上是完成了焊接电源从模拟到数字化的跨越。焊接电源主电路的数字化使得焊接电源在两方面的性能上获得了提高:
1. 焊接电源的功率损耗大大地减少,使得焊接电源的效率达到90%以上。
2. 随着工作频率的提高,回路输出电流的纹波更小,响应速度更快,因此焊机获得了更好的动态响应特性。
在变压器的设计中,我们经常使用公式1,
图4 开关电源的输出电流
焊接电源从模拟式焊机发展到开关式焊机,实际上是完成了焊接电源从模拟到数字化的跨越。焊接电源主电路的数字化使得焊接电源在两方面的性能上获得了提高:
1. 焊接电源的功率损耗大大地减少,使得焊接电源的效率达到90%以上。
2. 随着工作频率的提高,回路输出电流的纹波更小,响应速度更快,因此焊机获得了更好的动态响应特性。
在变压器的设计中,我们经常使用公式1, (公式1)
式中:V1为变压器一次的感应电动势,单位为V;
Bm为变压器铁心材料的磁通密度的最大值,单位T;
N1为变压器原边绕组的匝数;
S为铁心截面积,单位 cm2;
f为变压器的工作频率,单位Hz;
#p#分页标题#e#
(公式1)
式中:V1为变压器一次的感应电动势,单位为V;
Bm为变压器铁心材料的磁通密度的最大值,单位T;
N1为变压器原边绕组的匝数;
S为铁心截面积,单位 cm2;
f为变压器的工作频率,单位Hz;
#p#分页标题#e#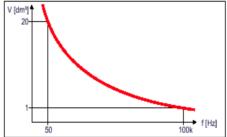 图5 变压器体积-工作频率关系曲线
因此,变压器的质量、体积与频率成反比。变压器的工作频率越高,即f越大,则变压器绕组的匝数N1越少及铁心的截面积S越小,因此它的质量越小、体积越小。图5为变压器体积-频率曲线。如果把变压器放在开关器件的后面,如图6所示,我们就得到了弧焊逆变电源的主电路结构。这时,变压器的工作频率由50Hz提高到我们经常提到的20KHz的逆变频率,有些设计甚至可以达到100KHz。因此弧焊逆变电源与开关电源相比,又具有了体积小、质量轻的优点。
图5 变压器体积-工作频率关系曲线
因此,变压器的质量、体积与频率成反比。变压器的工作频率越高,即f越大,则变压器绕组的匝数N1越少及铁心的截面积S越小,因此它的质量越小、体积越小。图5为变压器体积-频率曲线。如果把变压器放在开关器件的后面,如图6所示,我们就得到了弧焊逆变电源的主电路结构。这时,变压器的工作频率由50Hz提高到我们经常提到的20KHz的逆变频率,有些设计甚至可以达到100KHz。因此弧焊逆变电源与开关电源相比,又具有了体积小、质量轻的优点。
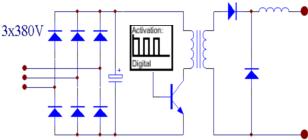 图6 逆变式电源主电路框图
弧焊逆变电源起源于晶闸管逆变弧焊电源,尽管晶闸管的电压及电流容量可以制造得较高,控制的功率大,但是由于它是一种半控型开关器件,一旦触发后不能自行关断,因此需要强制关断,造成电路复杂。同时晶闸管的开关速度慢,工作频率低,只能工作在5KHz以下的范围内。从80年代开始,功率开关器件无论在种类上,还是在容量(电流、电压等级)上都有了很大的发展。从目前的应用来看,采用MOSFET、IGBT作为功率开关是弧焊逆变电源的主流,有向智能功率模块(SPIC)方向发展的趋势。
2.2 控制电路的数字化
数字信号处理由模拟信号的滤波、模/数转化、数字化处理、数/模转化、平滑滤波等环节组成,最终输出模拟控制量从而完成对模拟信号的数字化处理。对于数字化处理环节,目前的技术发展水平上,我们大致可选择数字信号处理器(DSP)、通用微处理器(MPU)、微控制器(MCU)三类作为处理芯片。通用微处理器(MPU)大量应用于计算机(PC机),由于其体积大、功耗较高、价格比较高,尽管具有很高的数字信号处理能力,但是很少在工业控制中采用,尤其是嵌入式系统应用。应用比较普遍的是微控制器和数字信号处理器。微控制器就是国内所说的单片机,具有较强的事件处理能力,中断、I/O资源丰富,国内经过十几年,近二十年的开发应用,中文资料比较多,开发的软、硬件条件比较好。但是微控制器的数据处理能力远远落后于数据信号处理器,往往在实时性、数据处理量大的系统中不能胜任。数字信号处理器的英文定义如:In brief, DSPs are processors or microcomputers whose hardware, software, and instruction sets are optimized for high-speed numeric processing applications—an essential for processing digital data representing analog signals in real time. [4]正是因为数字信号处理器具备了较强的数据处理能力,它在嵌入式系统中得到了极其广泛的应用,如手机、声卡、图象采集卡、马达控制等等。另外为了提高#p#分页标题#e#通用微处理器和微控制器的数据处理能力,DSP有与二者融合的趋势。如Pentium MMX之后的通用微处理器融入了DSP的功能以提高网络功能,而西门子的32位TriCore系列单片机把RISC(MPU)、MCU与DSP的功能集成在一块芯片的内核中[5]。
图6 逆变式电源主电路框图
弧焊逆变电源起源于晶闸管逆变弧焊电源,尽管晶闸管的电压及电流容量可以制造得较高,控制的功率大,但是由于它是一种半控型开关器件,一旦触发后不能自行关断,因此需要强制关断,造成电路复杂。同时晶闸管的开关速度慢,工作频率低,只能工作在5KHz以下的范围内。从80年代开始,功率开关器件无论在种类上,还是在容量(电流、电压等级)上都有了很大的发展。从目前的应用来看,采用MOSFET、IGBT作为功率开关是弧焊逆变电源的主流,有向智能功率模块(SPIC)方向发展的趋势。
2.2 控制电路的数字化
数字信号处理由模拟信号的滤波、模/数转化、数字化处理、数/模转化、平滑滤波等环节组成,最终输出模拟控制量从而完成对模拟信号的数字化处理。对于数字化处理环节,目前的技术发展水平上,我们大致可选择数字信号处理器(DSP)、通用微处理器(MPU)、微控制器(MCU)三类作为处理芯片。通用微处理器(MPU)大量应用于计算机(PC机),由于其体积大、功耗较高、价格比较高,尽管具有很高的数字信号处理能力,但是很少在工业控制中采用,尤其是嵌入式系统应用。应用比较普遍的是微控制器和数字信号处理器。微控制器就是国内所说的单片机,具有较强的事件处理能力,中断、I/O资源丰富,国内经过十几年,近二十年的开发应用,中文资料比较多,开发的软、硬件条件比较好。但是微控制器的数据处理能力远远落后于数据信号处理器,往往在实时性、数据处理量大的系统中不能胜任。数字信号处理器的英文定义如:In brief, DSPs are processors or microcomputers whose hardware, software, and instruction sets are optimized for high-speed numeric processing applications—an essential for processing digital data representing analog signals in real time. [4]正是因为数字信号处理器具备了较强的数据处理能力,它在嵌入式系统中得到了极其广泛的应用,如手机、声卡、图象采集卡、马达控制等等。另外为了提高#p#分页标题#e#通用微处理器和微控制器的数据处理能力,DSP有与二者融合的趋势。如Pentium MMX之后的通用微处理器融入了DSP的功能以提高网络功能,而西门子的32位TriCore系列单片机把RISC(MPU)、MCU与DSP的功能集成在一块芯片的内核中[5]。
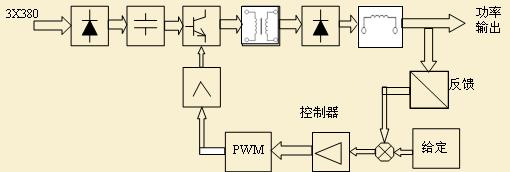 图7 模拟控制弧焊逆变电源的控制系统框图
一般的弧焊逆变电源的如图7所示,控制回路是由无源或有源器件组成的模拟系统。焊接电流、电压等参数通过传感器LEM块采样,负反馈到控制回路。反馈量与给定信号比较,经过PI控制器输出到PWM控制芯片,PWM信号则经过功率放大、隔离来触发功率开关元件的导通/关断,完成系统的闭环控制。
模拟控制系统最大的缺点是进行复杂处理的能力有限、元器件数量多,并且控制器的参数由电阻、电容等分立元件的参数决定,控制器的调试复杂、灵活性差。同时电阻、电容的参数分布影响控制器的一致性,参数的稳定性差如温度漂移影响控制器的稳定性。因此有必要进行弧焊逆变电源的数字化的研究。单片机控制的弧焊逆变电源是弧焊逆变电源数字化控制中非常重要的一个阶段。
图7 模拟控制弧焊逆变电源的控制系统框图
一般的弧焊逆变电源的如图7所示,控制回路是由无源或有源器件组成的模拟系统。焊接电流、电压等参数通过传感器LEM块采样,负反馈到控制回路。反馈量与给定信号比较,经过PI控制器输出到PWM控制芯片,PWM信号则经过功率放大、隔离来触发功率开关元件的导通/关断,完成系统的闭环控制。
模拟控制系统最大的缺点是进行复杂处理的能力有限、元器件数量多,并且控制器的参数由电阻、电容等分立元件的参数决定,控制器的调试复杂、灵活性差。同时电阻、电容的参数分布影响控制器的一致性,参数的稳定性差如温度漂移影响控制器的稳定性。因此有必要进行弧焊逆变电源的数字化的研究。单片机控制的弧焊逆变电源是弧焊逆变电源数字化控制中非常重要的一个阶段。
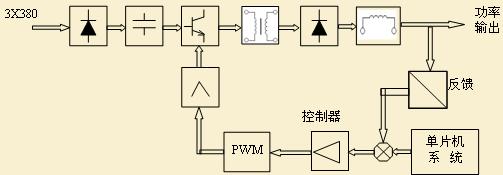 图8 单片机控制弧焊逆变电源的控制系统框图
单片机控制的弧焊逆变电源的原理框图如图8所示。在这种系统中单片机主要完成了控制信号的给定功能以及焊机的总体管理。单片机虽然在控制系统中仅仅完成了信号的给定,但是这已经使得弧焊逆变电源在实现焊接工艺控制时,如CO2波形控制等,获得极大的灵活性。例如可以通过单片机给出多种斜率、不同幅值的CO2短路电流波形,使得CO2焊接的工艺效果在不同的电流范围内都能接近于最佳。同时,在单片机控制的弧焊逆变电源中我们注意到它的控制核心—PI控制器和PWM控制电路是由模拟元件构成的,PI控制器以运算放大器为核心,PWM控制电路多采用SG3525或SG3526。
#p#分页标题#e#利用单片机进行弧焊逆变电源的控制虽然在信号的给定部分实现了数字化,但是受到单片机自身处理能力的限制,电源的PI控制器和PWM仍然采用了模拟电路。因此,数字化的特点在单片机控制的焊接逆变电源中并没有得到充分体现。
图8 单片机控制弧焊逆变电源的控制系统框图
单片机控制的弧焊逆变电源的原理框图如图8所示。在这种系统中单片机主要完成了控制信号的给定功能以及焊机的总体管理。单片机虽然在控制系统中仅仅完成了信号的给定,但是这已经使得弧焊逆变电源在实现焊接工艺控制时,如CO2波形控制等,获得极大的灵活性。例如可以通过单片机给出多种斜率、不同幅值的CO2短路电流波形,使得CO2焊接的工艺效果在不同的电流范围内都能接近于最佳。同时,在单片机控制的弧焊逆变电源中我们注意到它的控制核心—PI控制器和PWM控制电路是由模拟元件构成的,PI控制器以运算放大器为核心,PWM控制电路多采用SG3525或SG3526。
#p#分页标题#e#利用单片机进行弧焊逆变电源的控制虽然在信号的给定部分实现了数字化,但是受到单片机自身处理能力的限制,电源的PI控制器和PWM仍然采用了模拟电路。因此,数字化的特点在单片机控制的焊接逆变电源中并没有得到充分体现。
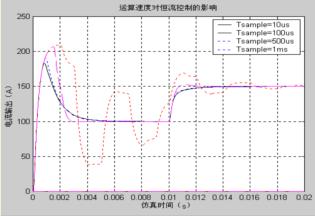 图9 选择不同的控制周期所得到的电流响应曲线
图9 选择不同的控制周期所得到的电流响应曲线
我们通过对弧焊逆变电源的Matlab仿真研究表明,对于工作在20KHz逆变频率下,输出电感为80uH的弧焊逆变电源,它的最长控制周期为100us。图9为采用不同的控制周期进行弧焊逆变电源恒流控制的Matlab仿真所得出电流响应曲线。仿真的开始时的电流给定值为100A,仿真到0.01秒时电流给定由100A跳变到150A。由图9可见,如果控制周期大于 100us,则控制周期的延长将使电源的恒流或恒压控制效果急剧恶化。而对于一般的单片机来说,在100us内完成模-数转化、PI运算、显示、PWM输出等处理是不可能的。因此,在弧焊逆变电源的数字控制电路设计中为了实现PI控制器和PWM的数字化就必须重新选择控制芯片,重新考虑控制电路的整体解决方案。我们在前面提到的Matlab仿真的基础上,借鉴了先进数字化焊机的设计思想,提出了图10所示的弧焊逆变电源数字化控制解决方案。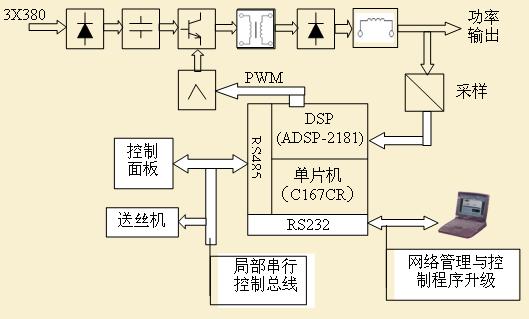 图10 数字化逆变弧焊电源的控制系统原理框图
图10中全数字化焊机可以分为功率和控制两部分。功率部分,三相380V交流电经过整流和电容滤波得到540V的直流电,经过全桥逆变电路、主变压器和付边整流桥、输出滤波电感,最后输出所需要的电流、电压。控制部分以DSP和单片机构成的双机系统为核心,控制中电流和电压经过采样、A/D转换,由DSP读取反馈值。电流、电压的给定值则由控制面板输入,经过单片机C167CR传送给DSP(ADSP-2181)。DSP则根据电流、电压的给定与反馈量进行运算,得到相应的#p#分页标题#e#IGBT导通时间,产生PWM脉冲序列。
DSP芯片为ADI的ADSP-2181,工作中其控制程序由IDMA口进行加载,加载的程序分别存储于其片上的程序存储器和数据存储器内,程序加载由高地址空间向低地址空间进行,最后完成0x0000H的加载。当程序加载完成后,程序由0x0000H开始顺序执行。程序的加载由单片机C167CR控制进行。因此,在C167CR与ADSP-2181构成的双机系统中,C167CR是主控芯片(Host Micro-controller)。
控制面板和送丝机由各自的单片机单独控制,控制面板中的单片机为ATMEL的AT29C2051,这是一种20引脚的8位单片机,片上有2Kbytes的 Flash。控制面板的数显和按键管理由2片ICM7218A完成。送丝机控制则采用MCS80196KC。面板的主控制芯片AT29C2051、送丝机的MCS80196KC和主控制板的C167CR单片机之间通过RS485接口电路组成的局部串行控制总线进行通讯。工作中面板向C167CR发送焊接参数的给定值、焊接工艺种类、点动送丝信号、试气信号等,而C167CR则把DSP读取的电流、电压反馈值以及焊接中的过流、过热、欠压等信号传送到面板进行显示。送丝机控制芯片MCS-80C196KC与C167CR的通讯主要进行的是C167CR向MCS80196KC发送指令,如送丝速度、送丝、停止等等。送丝机与面板之间不直接进行通讯。从焊机的总体管理的角度来看,C167CR是核心芯片。
该解决方案中,单片机C167CR可以通过RS232接口与PC机建立串行通讯。C167CR的串行通讯有2个作用,一个是焊接工艺的网络化管理与控制,另一个作用就是进行控制程序的在线升级,其实质是利用C167CR的串行程序加载(boot loader#p#分页标题#e#)功能进行控制程序的在线Flash编程。
3 结论
研究和发展弧焊电源的数字化控制技术意义重大。从焊机的工艺效果来看,数字化焊机由于控制策略调整灵活、控制精度高以及控制参数稳定性好,数字化焊机具有更好的工艺稳定性和更好的工艺效果。同时,数字化焊机方便的通讯接口功能为现代化的网络化生产提供了良好的硬件基础。从弧焊工艺研究的角度,数字化焊机为实施创新性的工艺控制策略和实现多功能提供了全新的途径。数字化焊机的在线控制程序升级将发挥作用,为新控制策略的实施提供方便、快捷的途径。
从技术发展的角度来看,数字化焊机研究的时机是成熟的。首先是数字信号处理理论和计算机技术经过近半个世纪的发展、完善,为弧焊领域的数字化控制技术的应用提供了坚实的理论基础、积累了宝贵的经验。其次是数字化控制所涉及的元器件丰富、种类齐全,并且容易获得。第三,国外数字化焊机的成功经验和国内的良好反应证明,数字化焊机得到了广泛的青睐。因此,数字化焊机的研究前景是光明的,其未来的市场也必将更加广阔。
国际上焊接设备向数字化方向发展,向中国市场大量推销数字化焊机的现实已经证明,为了在焊接市场上占有一席之地,我们必须加大在这方面的研究力度。也只有在高档焊机的研究、生产上占有一席之地,民族焊接工业的振兴和发展才有出路。
图10 数字化逆变弧焊电源的控制系统原理框图
图10中全数字化焊机可以分为功率和控制两部分。功率部分,三相380V交流电经过整流和电容滤波得到540V的直流电,经过全桥逆变电路、主变压器和付边整流桥、输出滤波电感,最后输出所需要的电流、电压。控制部分以DSP和单片机构成的双机系统为核心,控制中电流和电压经过采样、A/D转换,由DSP读取反馈值。电流、电压的给定值则由控制面板输入,经过单片机C167CR传送给DSP(ADSP-2181)。DSP则根据电流、电压的给定与反馈量进行运算,得到相应的#p#分页标题#e#IGBT导通时间,产生PWM脉冲序列。
DSP芯片为ADI的ADSP-2181,工作中其控制程序由IDMA口进行加载,加载的程序分别存储于其片上的程序存储器和数据存储器内,程序加载由高地址空间向低地址空间进行,最后完成0x0000H的加载。当程序加载完成后,程序由0x0000H开始顺序执行。程序的加载由单片机C167CR控制进行。因此,在C167CR与ADSP-2181构成的双机系统中,C167CR是主控芯片(Host Micro-controller)。
控制面板和送丝机由各自的单片机单独控制,控制面板中的单片机为ATMEL的AT29C2051,这是一种20引脚的8位单片机,片上有2Kbytes的 Flash。控制面板的数显和按键管理由2片ICM7218A完成。送丝机控制则采用MCS80196KC。面板的主控制芯片AT29C2051、送丝机的MCS80196KC和主控制板的C167CR单片机之间通过RS485接口电路组成的局部串行控制总线进行通讯。工作中面板向C167CR发送焊接参数的给定值、焊接工艺种类、点动送丝信号、试气信号等,而C167CR则把DSP读取的电流、电压反馈值以及焊接中的过流、过热、欠压等信号传送到面板进行显示。送丝机控制芯片MCS-80C196KC与C167CR的通讯主要进行的是C167CR向MCS80196KC发送指令,如送丝速度、送丝、停止等等。送丝机与面板之间不直接进行通讯。从焊机的总体管理的角度来看,C167CR是核心芯片。
该解决方案中,单片机C167CR可以通过RS232接口与PC机建立串行通讯。C167CR的串行通讯有2个作用,一个是焊接工艺的网络化管理与控制,另一个作用就是进行控制程序的在线升级,其实质是利用C167CR的串行程序加载(boot loader#p#分页标题#e#)功能进行控制程序的在线Flash编程。
3 结论
研究和发展弧焊电源的数字化控制技术意义重大。从焊机的工艺效果来看,数字化焊机由于控制策略调整灵活、控制精度高以及控制参数稳定性好,数字化焊机具有更好的工艺稳定性和更好的工艺效果。同时,数字化焊机方便的通讯接口功能为现代化的网络化生产提供了良好的硬件基础。从弧焊工艺研究的角度,数字化焊机为实施创新性的工艺控制策略和实现多功能提供了全新的途径。数字化焊机的在线控制程序升级将发挥作用,为新控制策略的实施提供方便、快捷的途径。
从技术发展的角度来看,数字化焊机研究的时机是成熟的。首先是数字信号处理理论和计算机技术经过近半个世纪的发展、完善,为弧焊领域的数字化控制技术的应用提供了坚实的理论基础、积累了宝贵的经验。其次是数字化控制所涉及的元器件丰富、种类齐全,并且容易获得。第三,国外数字化焊机的成功经验和国内的良好反应证明,数字化焊机得到了广泛的青睐。因此,数字化焊机的研究前景是光明的,其未来的市场也必将更加广阔。
国际上焊接设备向数字化方向发展,向中国市场大量推销数字化焊机的现实已经证明,为了在焊接市场上占有一席之地,我们必须加大在这方面的研究力度。也只有在高档焊机的研究、生产上占有一席之地,民族焊接工业的振兴和发展才有出路。
,其相对误差 ,这里 为电阻R1和R2的相对误差[3]。如果R1和R#p#分页标题#e#2的相对误差同为±5%,则放大倍数的相对误差为±10%。实际的模拟放大电路的误差要远远低于这个数值,只要保证R1和R2具有相同的相对误差,即保证R2和R1比值的精确,就可获得精确的放大倍数。即使R1和R2不相等,当误差均偏正或偏负也可以补偿一部分误差。但是模拟控制由于多级处理的误差积累和噪声的逐级放大,因此它的总体误差较高。而数字化控制的精度仅仅与模-数转化的量化误差及系统有限字长有关,如果对一个0~10V变化的信号进行10位模-数转化的话,模-数转化中的量化误差为,因此数字化控制常常可以获得很高的精度。
数字化焊机的接口兼容性好。由于数字化焊机大量采用了单片机、DSP等数字芯片,因此PC机与数字化焊机、数字化焊机与机器人以及数字化焊机内部的电源与送丝机、电源与水冷装置、电源与焊枪之间的通讯接口就可以非常方便地实现。相信随着现代焊接生产网络化管理的发展和普及,数字化焊机以其良好的接口兼容性必然会发挥越来越重要的作用。
数字化焊机具有与传统模拟控制焊机相比具有无可争议的优势。但是,处理速度慢和抗干扰能力差是数字控制的主要缺点,因此在数字化焊机的实现中必须通过合理的控制芯片选择和整体设计满足弧焊工艺对处理速度的最低要求,并且要采取有效的抗干扰措施,使数字控制电路适应高辐射、强电磁干扰的弧焊工艺环境。
2 数字化焊机的实现
焊机向数字化方向发展,包含两方面的内容。一个是主电路的数字化,另一个是控制电路的数字化。
2.1 主电路的数字化
图1 模拟焊机主电路框图
焊接电源具有低电压、大电流的特点,为了满足焊接电源这个特性要求,可以通过多种设计方式来实现。在焊接电源的设计中,变压器的设计是关键。在焊接电源中,变压器一方面满足电流、电压的匹配要求,另一方面对送电回路和焊接回路进行电气隔离。更为重要的是变压器在能量传输回路中的位置决定了焊接电源的体积和质量。
图2 模拟焊机输出电流波形
图2为模拟式焊机的主电路框图。这种电源由一个工频变压器、三相整流桥和一个晶体管组组成,晶体管组在回路中的作用相当于负载的串联电阻。晶体管组工作在放大区,焊接中不需要的电压消耗在晶体管组的#p#分页标题#e#C、E极之间,因此功耗极大,晶体管组需要水冷。这种焊机的优点是响应速度快,缺点是晶体管组的能耗大,因此基本上已经被其它类型的电源所取代。
与模拟式焊机不同,在开关电源中晶体管组工作在开关态,主电路如图3所示。开关电源主要由工频变压器、整流桥和半导体开关组成。半导体开关按照某一固定频率周期性地开通/关断(如每秒开通/关断20000次,对应频率20KHz),如果以理想开关来分析图3所示的电路的话,无论是在开通状态还是关断状态,开关的损耗为零。
图3开关电源的主电路框图
在实际的工作中,由于采用IGBT、MOSFET或双极性晶体管等作为开关器件,总会存在一定的功率损耗,但是与模拟焊机的损耗相比较,这个损耗是可以忽略不计的。以一台20KW开关电源为例,由于现代电力电子开关多为电压驱动型,所需要的电流极小,控制电路只需要几瓦的功率就可以满足要求。除了效率高而外,开关电源另一个优点是它的工作频率高。开关电源的工作频率越高,则回路输出电流的纹波越小,响应速度就越快,因此焊机就获得了更好的动态响应特性。表1列举了在开关型焊机中采用的不同开关器件和与之相对应的典型开关频率。
表1开关电源中采用的开关器件-开关频率
在开关电源中为了在一个较宽的范围内调节功率输出,触发脉冲的导通时间与关断时间的比率(或占空比)必须可调。如图4所示,占空比高则输出较高的平均电流值,占空比低则输出较低的平均电流值。这种调节方式叫做脉冲宽度调节(PWM)。目前几乎所有的全控功率开关逆变电源和开关电源中都采用PWM形式的控制电路。
图4 开关电源的输出电流
焊接电源从模拟式焊机发展到开关式焊机,实际上是完成了焊接电源从模拟到数字化的跨越。焊接电源主电路的数字化使得焊接电源在两方面的性能上获得了提高:
1. 焊接电源的功率损耗大大地减少,使得焊接电源的效率达到90%以上。
2. 随着工作频率的提高,回路输出电流的纹波更小,响应速度更快,因此焊机获得了更好的动态响应特性。
在变压器的设计中,我们经常使用公式1, (公式1)
式中:V1为变压器一次的感应电动势,单位为V;
Bm为变压器铁心材料的磁通密度的最大值,单位T;
N1为变压器原边绕组的匝数;
S为铁心截面积,单位 cm2;
f为变压器的工作频率,单位Hz;
#p#分页标题#e#
图5 变压器体积-工作频率关系曲线
因此,变压器的质量、体积与频率成反比。变压器的工作频率越高,即f越大,则变压器绕组的匝数N1越少及铁心的截面积S越小,因此它的质量越小、体积越小。图5为变压器体积-频率曲线。如果把变压器放在开关器件的后面,如图6所示,我们就得到了弧焊逆变电源的主电路结构。这时,变压器的工作频率由50Hz提高到我们经常提到的20KHz的逆变频率,有些设计甚至可以达到100KHz。因此弧焊逆变电源与开关电源相比,又具有了体积小、质量轻的优点。
图6 逆变式电源主电路框图
弧焊逆变电源起源于晶闸管逆变弧焊电源,尽管晶闸管的电压及电流容量可以制造得较高,控制的功率大,但是由于它是一种半控型开关器件,一旦触发后不能自行关断,因此需要强制关断,造成电路复杂。同时晶闸管的开关速度慢,工作频率低,只能工作在5KHz以下的范围内。从80年代开始,功率开关器件无论在种类上,还是在容量(电流、电压等级)上都有了很大的发展。从目前的应用来看,采用MOSFET、IGBT作为功率开关是弧焊逆变电源的主流,有向智能功率模块(SPIC)方向发展的趋势。
2.2 控制电路的数字化
数字信号处理由模拟信号的滤波、模/数转化、数字化处理、数/模转化、平滑滤波等环节组成,最终输出模拟控制量从而完成对模拟信号的数字化处理。对于数字化处理环节,目前的技术发展水平上,我们大致可选择数字信号处理器(DSP)、通用微处理器(MPU)、微控制器(MCU)三类作为处理芯片。通用微处理器(MPU)大量应用于计算机(PC机),由于其体积大、功耗较高、价格比较高,尽管具有很高的数字信号处理能力,但是很少在工业控制中采用,尤其是嵌入式系统应用。应用比较普遍的是微控制器和数字信号处理器。微控制器就是国内所说的单片机,具有较强的事件处理能力,中断、I/O资源丰富,国内经过十几年,近二十年的开发应用,中文资料比较多,开发的软、硬件条件比较好。但是微控制器的数据处理能力远远落后于数据信号处理器,往往在实时性、数据处理量大的系统中不能胜任。数字信号处理器的英文定义如:In brief, DSPs are processors or microcomputers whose hardware, software, and instruction sets are optimized for high-speed numeric processing applications—an essential for processing digital data representing analog signals in real time. [4]正是因为数字信号处理器具备了较强的数据处理能力,它在嵌入式系统中得到了极其广泛的应用,如手机、声卡、图象采集卡、马达控制等等。另外为了提高#p#分页标题#e#通用微处理器和微控制器的数据处理能力,DSP有与二者融合的趋势。如Pentium MMX之后的通用微处理器融入了DSP的功能以提高网络功能,而西门子的32位TriCore系列单片机把RISC(MPU)、MCU与DSP的功能集成在一块芯片的内核中[5]。
图7 模拟控制弧焊逆变电源的控制系统框图
一般的弧焊逆变电源的如图7所示,控制回路是由无源或有源器件组成的模拟系统。焊接电流、电压等参数通过传感器LEM块采样,负反馈到控制回路。反馈量与给定信号比较,经过PI控制器输出到PWM控制芯片,PWM信号则经过功率放大、隔离来触发功率开关元件的导通/关断,完成系统的闭环控制。
模拟控制系统最大的缺点是进行复杂处理的能力有限、元器件数量多,并且控制器的参数由电阻、电容等分立元件的参数决定,控制器的调试复杂、灵活性差。同时电阻、电容的参数分布影响控制器的一致性,参数的稳定性差如温度漂移影响控制器的稳定性。因此有必要进行弧焊逆变电源的数字化的研究。单片机控制的弧焊逆变电源是弧焊逆变电源数字化控制中非常重要的一个阶段。
图8 单片机控制弧焊逆变电源的控制系统框图
单片机控制的弧焊逆变电源的原理框图如图8所示。在这种系统中单片机主要完成了控制信号的给定功能以及焊机的总体管理。单片机虽然在控制系统中仅仅完成了信号的给定,但是这已经使得弧焊逆变电源在实现焊接工艺控制时,如CO2波形控制等,获得极大的灵活性。例如可以通过单片机给出多种斜率、不同幅值的CO2短路电流波形,使得CO2焊接的工艺效果在不同的电流范围内都能接近于最佳。同时,在单片机控制的弧焊逆变电源中我们注意到它的控制核心—PI控制器和PWM控制电路是由模拟元件构成的,PI控制器以运算放大器为核心,PWM控制电路多采用SG3525或SG3526。
#p#分页标题#e#利用单片机进行弧焊逆变电源的控制虽然在信号的给定部分实现了数字化,但是受到单片机自身处理能力的限制,电源的PI控制器和PWM仍然采用了模拟电路。因此,数字化的特点在单片机控制的焊接逆变电源中并没有得到充分体现。
图9 选择不同的控制周期所得到的电流响应曲线我们通过对弧焊逆变电源的Matlab仿真研究表明,对于工作在20KHz逆变频率下,输出电感为80uH的弧焊逆变电源,它的最长控制周期为100us。图9为采用不同的控制周期进行弧焊逆变电源恒流控制的Matlab仿真所得出电流响应曲线。仿真的开始时的电流给定值为100A,仿真到0.01秒时电流给定由100A跳变到150A。由图9可见,如果控制周期大于 100us,则控制周期的延长将使电源的恒流或恒压控制效果急剧恶化。而对于一般的单片机来说,在100us内完成模-数转化、PI运算、显示、PWM输出等处理是不可能的。因此,在弧焊逆变电源的数字控制电路设计中为了实现PI控制器和PWM的数字化就必须重新选择控制芯片,重新考虑控制电路的整体解决方案。我们在前面提到的Matlab仿真的基础上,借鉴了先进数字化焊机的设计思想,提出了图10所示的弧焊逆变电源数字化控制解决方案。
图10 数字化逆变弧焊电源的控制系统原理框图
图10中全数字化焊机可以分为功率和控制两部分。功率部分,三相380V交流电经过整流和电容滤波得到540V的直流电,经过全桥逆变电路、主变压器和付边整流桥、输出滤波电感,最后输出所需要的电流、电压。控制部分以DSP和单片机构成的双机系统为核心,控制中电流和电压经过采样、A/D转换,由DSP读取反馈值。电流、电压的给定值则由控制面板输入,经过单片机C167CR传送给DSP(ADSP-2181)。DSP则根据电流、电压的给定与反馈量进行运算,得到相应的#p#分页标题#e#IGBT导通时间,产生PWM脉冲序列。
DSP芯片为ADI的ADSP-2181,工作中其控制程序由IDMA口进行加载,加载的程序分别存储于其片上的程序存储器和数据存储器内,程序加载由高地址空间向低地址空间进行,最后完成0x0000H的加载。当程序加载完成后,程序由0x0000H开始顺序执行。程序的加载由单片机C167CR控制进行。因此,在C167CR与ADSP-2181构成的双机系统中,C167CR是主控芯片(Host Micro-controller)。
控制面板和送丝机由各自的单片机单独控制,控制面板中的单片机为ATMEL的AT29C2051,这是一种20引脚的8位单片机,片上有2Kbytes的 Flash。控制面板的数显和按键管理由2片ICM7218A完成。送丝机控制则采用MCS80196KC。面板的主控制芯片AT29C2051、送丝机的MCS80196KC和主控制板的C167CR单片机之间通过RS485接口电路组成的局部串行控制总线进行通讯。工作中面板向C167CR发送焊接参数的给定值、焊接工艺种类、点动送丝信号、试气信号等,而C167CR则把DSP读取的电流、电压反馈值以及焊接中的过流、过热、欠压等信号传送到面板进行显示。送丝机控制芯片MCS-80C196KC与C167CR的通讯主要进行的是C167CR向MCS80196KC发送指令,如送丝速度、送丝、停止等等。送丝机与面板之间不直接进行通讯。从焊机的总体管理的角度来看,C167CR是核心芯片。
该解决方案中,单片机C167CR可以通过RS232接口与PC机建立串行通讯。C167CR的串行通讯有2个作用,一个是焊接工艺的网络化管理与控制,另一个作用就是进行控制程序的在线升级,其实质是利用C167CR的串行程序加载(boot loader#p#分页标题#e#)功能进行控制程序的在线Flash编程。
3 结论
研究和发展弧焊电源的数字化控制技术意义重大。从焊机的工艺效果来看,数字化焊机由于控制策略调整灵活、控制精度高以及控制参数稳定性好,数字化焊机具有更好的工艺稳定性和更好的工艺效果。同时,数字化焊机方便的通讯接口功能为现代化的网络化生产提供了良好的硬件基础。从弧焊工艺研究的角度,数字化焊机为实施创新性的工艺控制策略和实现多功能提供了全新的途径。数字化焊机的在线控制程序升级将发挥作用,为新控制策略的实施提供方便、快捷的途径。
从技术发展的角度来看,数字化焊机研究的时机是成熟的。首先是数字信号处理理论和计算机技术经过近半个世纪的发展、完善,为弧焊领域的数字化控制技术的应用提供了坚实的理论基础、积累了宝贵的经验。其次是数字化控制所涉及的元器件丰富、种类齐全,并且容易获得。第三,国外数字化焊机的成功经验和国内的良好反应证明,数字化焊机得到了广泛的青睐。因此,数字化焊机的研究前景是光明的,其未来的市场也必将更加广阔。
国际上焊接设备向数字化方向发展,向中国市场大量推销数字化焊机的现实已经证明,为了在焊接市场上占有一席之地,我们必须加大在这方面的研究力度。也只有在高档焊机的研究、生产上占有一席之地,民族焊接工业的振兴和发展才有出路。 相关文章
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-24精通AutoCAD 2013电气设计 [李波 主编] 2013年PDF下载
- 2021-08-23零基础学AutoCAD 2012电气制图工程应用 [张立富,陈刚,彭
- 2021-08-23轻松学AutoCAD 2015电气工程制图升级版 [李波 编著] 2
- 2021-08-20AutoCAD 2012电气设计中文版 [梁玲 编著] 2012年PDF下
- 2021-08-19数字化成图-最新AutoCAD地形图测绘高级开发PDF下载
- 2021-08-16详解AutoCAD 2012电气设计 [李瑞,胡仁喜 编著] 2012年P
- 2021-08-16详解AutoCAD 2014电气设计 [赵月飞,闫聪聪 编著] 2014
- 2021-08-12AutoCAD 2012电气设计中文版 [梁玲 编著] 2012年PDF下