薄壁杯形零件是指一端开口, 另一端为底面, 且壁厚与直径之比小于1 /20 的杯子形零件。这种类型的零件外圆加工有两个难点: 一是壁薄容易变形, 工件的外圆圆度或同轴度超差; 第二个是加工外圆时, 由于弹性变形, 加工后出现口端大、底端小的喇叭口形, 使外圆直径两端的母线平行度超差。
1. 气门挺杆的工艺要求
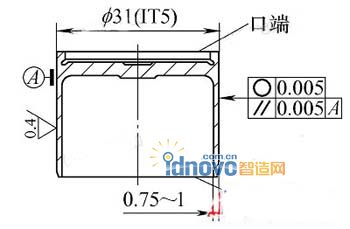
现在轿车上大量使用一类杯形的气门挺杆, 我公司生产了几个品种的杯形气门挺杆, 其材料都用低碳钢,渗碳淬火处理。杯形挺杆的壁厚都很薄, 只有0. 75 ~1mm, 但是对外圆柱面的尺寸及形状误差要求较高, 圆图1 杯式挺杆示意图度和外圆直径两端母线的平行度要求较高, 都为0. 005mm, 如图1所示。
经过大量的生产实践总结,我们逐渐掌握了这类挺杆的加工工艺, 并满足了外圆的较高精度。外圆加工的工艺路线是: 冷挤压毛坯→去应力退火→粗车外圆→粗磨外圆→渗碳淬火→回火→半精磨外圆→精磨外圆。
2. 工艺要点分析
( 1) 去应力退火在后续的车外圆、磨外圆工序中去掉了外部金属, 金属内部残余应力失去了平衡, 使毛坯外圆发生一定的变形。为此, 在车外圆之前, 应对毛坯进行退火, 以消除内应力。
( 2) 渗碳淬火薄壁杯形挺杆在淬火时极易变形,为此, 我们采用密封式可控气氛多用炉, 承担渗碳淬火工序, 此多用炉全密封, 连续加热( 预热、加热、淬火、回火在一个炉内完成) , 气体保护进行渗碳淬火,能够保证工件的变形量很小。经测量我们生产的几种杯形挺杆外圆变形量≤ 0. 05mm.淬火时工件必须平放,以防变形过大, 后续工序不能消除变形量, 即挺杆的轴线垂直于水平面摆放。
( 3) 精磨外圆以 外径31mm 的杯形挺杆为例,淬火前保留( 半径) 厚度约0. 15mm 的加工余量, 精磨外圆工序分两遍磨削, 第一遍的磨削余量为0. 015 ~0. 02mm,第二遍余量为0. 005 ~0. 007mm.由于壁薄, 磨削外圆时, 工件在磨削区内很容易发生弹性变形, 而且口端比底端变形量大, 出磨削区之后, 工件回弹, 就开口端尺
寸大而底端小, 反映到挺杆外圆直径两端母线间的平行度常会超差, 最大时可达0. 015mm。为了达到圆度和平行度要求, 我们采用高精度外圆磨床MGT1050, 并进行了一系列的调整试验。
3. 调整试验
无心磨床磨削工件时, 影响几何精度和外圆磨削精度的因素主要有工件的安置高度( 中心高) 、导轮的几何形状及其位置角度等。
( 1) 调整工件的中心高工件的中心高按下式计算:
h = γπ/360 ×(D导+ D件) ( D砂+ D件) /( D导+ D砂+ 2D件)选用砂轮型号为P450 ×150 ×250WA/SA80LV, 导轮型号为P350 ×225 ×203A80PR.将砂轮直径、导轮直径及工件直径( 以31mm 工件为例) 代入上式计算,得出工件中心高h =12. 98mm, 若砂轮及导轮修整到直径分别为400mm 和300mm 后, 再计算其高度h = 11. 43mm,式中工件与磨削轮、导轮接触点的切线角γ取7°。
我们把工件的中心高从10mm 到14mm 分别调整后,测量它对圆度和平行度的影响, 结果如表1 所示:

从表1 中看出薄壁挺杆的最佳中心高位置, 比一般的圆柱状零件的计算高度要高。这是因为薄壁零件对压力更敏感, 更容易发生弹性变形。随着中心高的提高,工件和砂轮中心连线与水平线的夹角β变小, 从砂轮和导轮对工件的法向力中分解出的水平方向的挤压力变小, 工件的弹性变形也变小了, 这样杯形挺杆口端和底端的弹性变形差异也随着缩小了( 见图2 ) , 对改善平行度有利, 同时也改善了圆度。但是, 中心高的调整是有极限的, 过高时工件在磨削区内会不稳定而跳起。
调高工件中心高以后, 由于水平推力减小, 砂轮对工件的磨削力也减小了。因此提高工件中心高的同时,也要对工件的纵向进给速度、导轮工作转速等其他参数做相应调整, 来增加磨削时间。
( 2) 导轮几何形状及位置角度的调整贯穿磨时,为使工件有纵向进给速度, 导轮在垂直面内应有一倾斜角度α, α也影响磨削精度。为使工件与导轮仍满足线接触, 提高磨削稳定性, 就需要导轮修整器的金刚石笔滑座, 在水平面内也相应转过一个角度α′( α′< α) .此外, 由于工件的安置高度比两轮中心高出h, 而使工件的接触点处于略低于高度h 的某一位置h′, 因此金刚石笔位置也应偏移h′值。
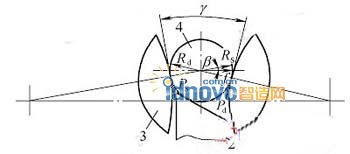
图2 工件外圆磨削水平挤压力分析
1. 导轮2. 托板3. 砂轮4. 工件
①调节导轮主轴在垂直平面内的倾斜角α。
②对应调节导轮修整器在水平面内的回转角。
③计算金刚石笔偏移量h′= h ×D导/ ( D导+ D件)= [ 13. 5 ×350 ÷ ( 350 + 31) ] mm = 12. 4mm调整参数后修整导轮, 再磨削挺杆, 测量平行度结果如表2:

从表2 中结果看出, 导轮在垂直面内的倾斜角α和导轮修整器回转角α′取较小值时, 最有利于薄壁杯形挺杆的外圆磨削。
当调整到导轮与工件达到接近线接触时, 工件圆度和平行度最好。这样的调整应根据不同设备在实践中具体摸索。
我们在试验时发现, 导轮的工作转速提高一些, 杯形挺杆外圆平行度也略有改善。这说明随着导轮在垂直面内的倾斜角α减小, 相应导轮的工作转速也应调高一些, 有利于平行度的改善。
4. 结语
文中探讨了加工薄壁杯形零件的工艺方法, 并讨论和解决了薄壁杯形挺杆的外圆加工中, 容易发生外圆变形和母线平行度超差的问题, 希望能给同行一点帮助。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF