一、前言
薄壁零件已日益广泛地应用在各工业部门,因为它具有重量轻,节约材料,结构紧凑等特点。但薄壁零件的加工是车削中比较棘手的间题,原因是薄壁零件刚性差,强度弱,在加工中极容易变形,使零件的形位误差增大,不易保证零件的加工质量。
为此对薄壁零件的装夹,刀具的合理选用,切削用量的选择,进行了大量的试验,为今后更好地加工薄壁零件,保证质量,提供了理论依据。
二、装夹方式的改变
图1所示为套类薄壁零件。它的内外圆直径差很小,强度当然就弱,如果在卡盘上夹紧时用力过大,就会使薄壁零件产生变形,造成零件的圆度误差。如果在卡盘上夹得不紧,在车削时有可能使零件松动而报废。夹紧力的大小,我们采取粗车时夹紧些,精车时夹松些来控制零件的变形。
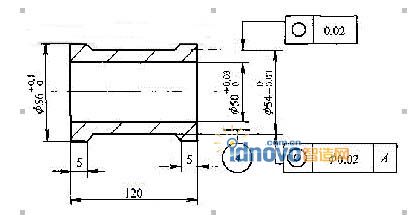
图1 套类薄壁零件
从图2中可以看到零件是在三爪自定心卡盘上装夹,零件只受到三个爪的夹紧力,夹紧力不均衡,从而使零件变形。如果将零件上的每一点的夹紧力都保持均衡,换句话说,就是增大零件的装夹接触面,而减少每一点的夹紧力。
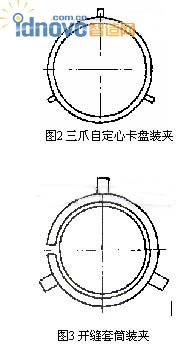
如图3所示,采用开缝套筒或扇形软卡爪,通过试验证明:后一种方法夹紧,零件的变形小,方法可行。
如果我们转移夹紧力的作用点,如图4所示,由径向夹紧改为轴向夹紧,通过试验分析:轴向夹紧力的正应力约为径向夹紧力的1/6,零件的变形很小,也可以说明轴向压紧方法有利于承载夹紧力,而不致使零件变形。
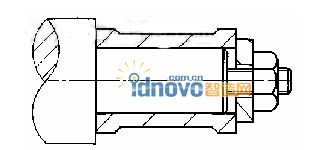 图4 轴向夹紧示意图
图4 轴向夹紧示意图
三、选用合理的切削用量
薄壁零件车削时变形是多方面的。装夹工件时的夹紧力,切削工件时的切削力,工件阻碍刀具切削时产生的弹性变形和塑性变形,使切削区温度升高而产生热变形。
切削力的大小与切削用量密切相关。从《金属切削原理》中可以知道:背吃刀量ap,进给量f,切削速度V是切削用量的三个要素。在试验中发现:
1) 背吃刀量和进给量同时增大,切削力也增大,变形也大,对车削薄壁零件极为不利。
2) 减少背吃刀量,增大进给量,切削力虽然有所下降,但工件表面残余面积增大,表面粗糙度值大,使强度不好的薄壁零件的内应力增加,同样也会导致零件的变形。
所以,粗加工时,背吃刀量和进给量可以取大些;精加工时,背吃刀量一般在0.2-0.5 mm,进给量一般在0.1-0.2 mm/r,甚至更小,切削速度6-120 m/min,精车时用尽量高的切削速度,但不易过高。合理选用三要素就能减少切削力,从而减少变形。
四、合理选择刀具的几何角度
在薄壁零件的车削中,合理的刀具几何角度对车削时切削力的大小,车削中产生的热变形、工件表面的微观质量都是至关重要的。刀具前角大小,决定着切削变形与刀具前角的锋利程度。前角大,切削变形和摩擦力减小,切削力减小,但前角太大,会使刀具的楔角减小,刀具强度减弱,刀具散热情况差,磨损加快。所以,一般车削钢件材料的薄壁零件时,用高速钢刀具,前角取6°-30°,用硬质合金刀具,前角取5-20°。
刀具的后角大,摩擦力小,切削力也相应减小,但后角过大也会使刀具强度减弱。在车削薄壁零件时,用高速钢车刀,刀具后角取6-12°,用硬质合金刀具,后角取4-12°,精车时取较大的后角,粗车时取较小的后角。
主偏角在30°-90°范围内、车薄壁零件的内外圆时,取大的主偏角。
副偏角取8°-15°,精车时取较大的副偏角,粗车时取较小的副偏角。
五、切削液对薄壁零件的影响
用高速钢刀具粗加工时,以水溶液冷却,主要降低切削温度;精加工时,中、低速精加工时,选用润滑性能好的极压切削油或高浓度的极压乳化液,主要改善已加工表面的质量和提高刀具使用寿命硬质合金刀具,粗加工时,可以不用切削液,必要时也可以采用低浓度的乳化液或水溶液,但必须连续地、充分地浇注;精加工时采用的切削液与粗加工时基本相同,但应适当提高其润滑性能在车削过程中充分使用切削液不仅减小了切削力,刀具的耐用度得到提高,工件表面粗糙度值也降低了。同时工件不受切削热的影响而使它的加工尺寸和几何精度发生变化,保证了零件的加工质量。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF