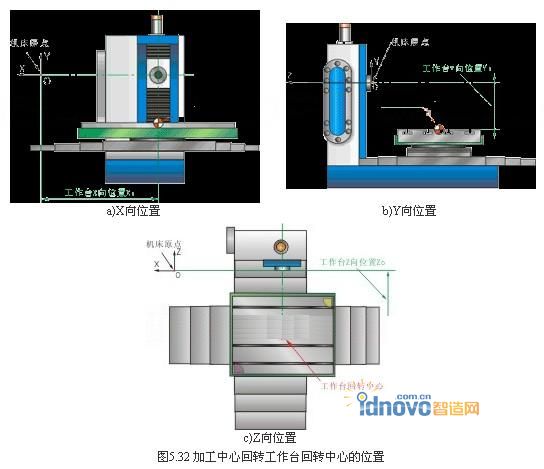
多数加工中心都配有回转工作台(如图5.32所示),实现在零件一次安装中多个加工面的加工。如何准确测量加工中心回转工作台的回转中心,对被加工零件的质量有着重要的影响。下面以卧式加工中心为例,说明工作台回转中心的测量方法。
工作台回转中心在工作台上表面的中心点上。如图5.32所示。
工作台回转中心的测量方法有多种,这里介绍一种较常用的方法,所用的工具有:一根标准芯轴、百分表(千分表)、量块。
1、X向回转中心的测量
测量的原理:
将主轴中心线与工作台回转中心重合,这时主轴中心线所在的位置就是工作台回转中心的位置,则此时X坐标的显示值就是工作台回转中心到X向机床原点的距离X。。工作台回转中心X向的位置,如图5.32a所示。
测量方法:
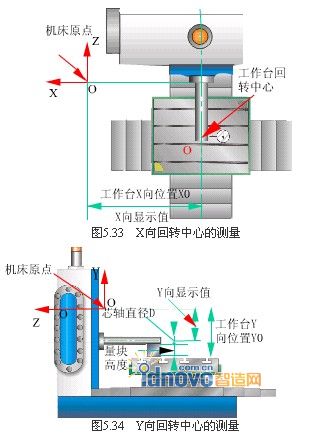
1)如图5.33所示,将标准芯轴装在机床主轴上,在工作台上固定百分表,调整百分表的位置,使指针在标准芯轴最高点处指向零位。
2)将芯轴沿+Z方向退出Z轴。
3)将工作台旋转180°,再将芯轴沿-Z方向移回原位。观察百分表指示的偏差然后调整X向机床坐标,反复测量,直到工作台旋转到0°和180°两个方向百分表指针指示的读数完全一样时,这时机床CRT上显示的X向坐标值即为工作台X向回转中心的位置。
工作台X向回转中心的准确性决定了调头加工工件上孔的X向同轴度精度。
2、Y向回转中心的测量
测量原理:找出工作台上表面到Y向机床原点的距离Y0,即为Y向工作台回转中心的位置。工作台回转中心位置如图5.32b所示。
测量方法:如图5.34,先将主轴沿Y向移到预定位置附近,用手拿着量块轻轻塞入,调整主轴Y向位置,直到量块刚好塞入为止。
Y向回转中心=CRT显示的Y向坐标(为负值)- 量块高度尺寸 - 标准芯轴半径
工作台Y向回转中心影响工件上加工孔的中心高尺寸精度。
3、Z向回转中心的测量
测量原理:
找出工作台回转中心到Z向机床原点的距离Z0即为Z向工作台回转中心的位置。工作台回转中心的位置如图5.32c所示。
测量方法:如图5.35所示,当工作台分别在0°和180°时,移动工作台以调整Z向坐标,使百分表的读数相同,则:
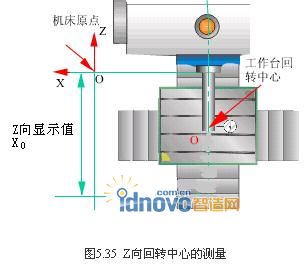
Z向回转中心=CRT显示的Z向坐标值
Z向回转中心的准确性,影响机床调头加工工件时两端面之间的距离尺寸精度(在刀具长度测量准确的前提下)。反之,它也可修正刀具长度测量偏差。
机床回转中心在一次测量得出准确值以后,可以在一段时间内作为基准。但是,随着机床的使用,特别是在机床相关部分出现机械故障时,都有可能使机床回转中心出现变化。例如,机床在加工过程中出现撞车事故、机床丝杠螺母松动时等。因此,机床回转中心必须定期测量,特别是在加工相对精度较高的工件之前应重新测量,以校对机床回转中心,从而保证工件加工的精度。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF