由于生产效率高,无心连续磨削成为在旋转对称部件的系列生产和大批量生产中应用很广泛的一种成品加工工艺。无心磨削的高度组合性要求程序能够精确调整校准。程序调整量和磨削间隙往往是依据机床操作人员的知识、经验,并通过不断的“尝试与失败”优化而来。无心连续磨削机床的校准时间在总的程序时间中占有重要份额,但由于时间变化大而不能精确预报。最近几年,为了简化机床的调整并尽可能迅速地达到最佳运行点,制造了一些刀具和软件。
欧盟支持“缩短装调时间”
欧盟第6次框架清单中支持的项目Cegris II (Centreless Grinding Simulation Part Two)的研究,目的是将机床装调时间减到最短,以便于无心磨削更加灵活且更加有利于生产。在Cegris I中研究了无心切断磨削中圆误差的形成,从中得出的结论将用于后续项目的无心连续磨削,在这个工艺中附加的导轮倾斜和导轮振动可能会使形状轮廓比例沿磨削间隙变化。这一项目的研究成员主要由最终用户、大学、测量系统、软件及机床生产者组成。
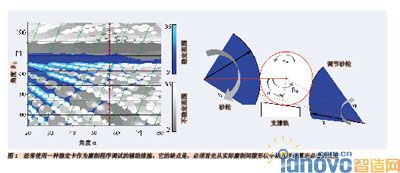
降低装调时间可以在工件形状不断变换的情况下提高灵活性。与以往的生产相比,用无心连续磨削小批量加工能够比以往获得更多的经济效益。为此需要尽可能快地完成机器本身的调整,而且操作要简单明了。无心磨削的程序性圆度误差是调试过程中最常见的问题之一。一般情况下经常使用一种稳定卡作为辅助措施(图1),它给出形状稳定调整的初步结论。
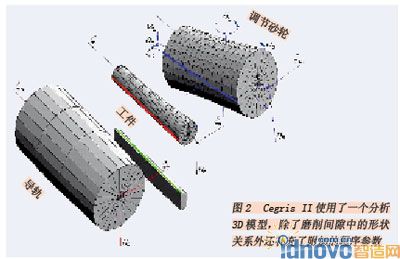
这种稳定数据卡的缺点是,必须首先从实际磨削间隙形状中测量并计算出必要的角度,或者卡上的数据只适用于一定的砂轮和工件直径。而且这些程序只考虑到形状的稳定性,也就是磨削间隙形状的排序,因此它们只能说明出现一定的圆度误差的可能性。计算出的圆度误差是否真的出现,且实际上形成多少,还要取决于附加的程序参数。在Cegris II中选择出的数据使用了一个分析模型,除了磨削间隙中的形状关系外还补充了附加的程序参数。第一步先制造一个磨削间隙的3D模型,沿着磨削间隙显示出导轮、工件、砂轮之间的形状(图2)。

借助于3D模型可以在传统稳定公式的基础上计算出沿磨削间隙形状稳定性。这个稳定公式用一个扩展的分析模型置入软件工具内,用其还可以计算出动态外形及其对部件圆度的影响。作为结果,人们得到的不只是圆度误差出现的可能性,而且还计算出了工件圆度以及对要加工的工件圆度测量时产生的实际工件圆度(图3)。
可以在第一次加工试验之前校准程序参数
使用研发出的工具软件能够在磨削加工之前模拟出圆度误差,并且在第一次加工试验之前就可以选择出适当的磨削间隙形状和程序参数。程序模拟不只考虑到现实的磨削程序调试,而且还有每个刀具的总使用时间,因为通过校正砂轮和导轮能够改变磨削间隙中的形状关系即刀具停用时间,这些会严重影响程序稳定性。模型化和模拟结果在一个虚拟的3D环境中展现出来,以便更好地虚拟出磨削间隙中的工件轨迹。这种直观的阐述方法可以用于研究机构的程序演示以及加工问题的专门化,而且还会提高这一方法的透明度。配用一个3D模型的顶级办公版本(Desktopversion)同样作为一个价格合适的改型产品研发出来,以便于程序设计人员在前期阶段就能将形状和动态稳定性在磨削程序中虚拟出来并且提供可以演示的程序。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF