数控加工具有加工精度高、效率高和质量稳定等特点,而合理掌握刀具补偿方法,灵活应用刀具补偿功能,合理设置刀具半径补偿值,是保证精度和质量稳定的重要因素。但是在数控编程加工编程的过程中,还经常出现一些刀具半径补偿功能应用上的错误,因此,有必要对数控加工的刀具半径补偿方法进行探讨。
一、刀具半径补偿原理
数控机床在加工过程中,其所控制的是刀具中心的轨迹。因此在数控编程时,可以根据刀具中心的轨迹进行编程,这种编程方法称为刀具中心编程。粗加工中由于留有余量,对零件的尺寸精度影响不大,对简单图形可采用刀具中心轨迹编程。但是当零件加工部分形状较为复杂时,如果选用刀具中心编程,就会给计算关键点带来很大工作量,而且往往由于关键点的计算误差影响机床的插补运算,进而产生报警,使加工无法正常进行。因此可以利用理论轮廓编程,即按图形的轮廓进行编程。采用理论轮廓编程,需要在系统中预先设定偏置参数,数控系统会自动计算刀具中心轨迹,使刀具偏离图形轮廓一个刀具值,从而使刀具能加工到图形的实际轮廓,这种功能即为刀具半径补偿功能。
二、刀具补偿的过程
数控系统的刀具补偿是将计算刀具中心轨迹的过程交由CNC系统执行,编程时不考虑刀具半径,直接根据零件的轮廓形状进行编程,而实际的刀具半径则放在一个可编程刀具半径的偏置寄存器中。在加工过程中,CNC系统根据已编好的程序和刀具偏置寄存器中的刀具半径,自动计算刀具中心轨迹,完成对零件的加工。当刀具半径发生变化时,不需要修改零件程序,只需修改刀具半径寄存器中的刀具直径值即可。
现在的CNC系统一般都设置有16、32、64或更多个可编程刀具偏置寄存器,并对刀具进行编号,专供刀具补偿之用。进行数控编程时,只需调用刀具补偿参数所对应的寄存器编号即可加工。在加工时,CNC系统将该编号对应的刀具半径值从寄存器中取出,对刀具中心轨迹进行补偿计算,生成实际的刀具中心轨迹。刀具半径补偿执行时,采用交点运算方式,即每段程序执行开始前,系统会先行读入两段,并计算其交点,然后自动按启动阶段的矢量在每个前进方向的左侧或右侧加上刀补矢量路径。
三、错误应用刀具半径补偿的分析
1.刀具半径补偿指令的正确使用方法
建立刀具补偿指令用G41或G42,取消刀具补偿指令用G40。格式为:
G01 G41(G42)G17(G18,G19)X___Y___D___,
G01 G40 X___Y___
其中G41为左刀补,在加工外轮廓时为顺时针加工,加工内轮廓时为逆时针加工;G42为右刀补,在加工外轮廓时为逆时针加工,加工内轮廓时为顺时针加工。
首先应指明补偿平面,数控系统一般默认为G17,可省略,若要在YOZ或XOZ平面进行补偿时,需指明,不可省略,而且刀具半径补偿平面的切换必须在补偿取消方式下进行。刀具半径补偿的建立与取消只能用G00或G01,而不能用G02或G03。
如图1所示的切削外轮廓,如采用下面程序则会报警。
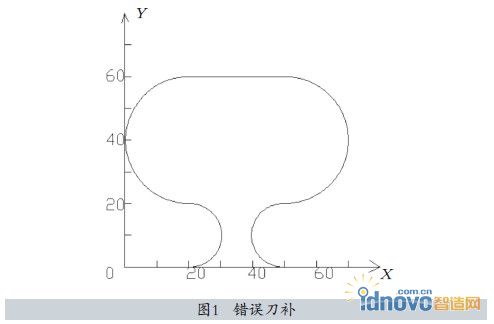
%1234
N10 G54 G90 G00 X20 Y0 S800 M03
N20 G41 G03 X20 Y20 R10 D01 F200
N30 G02 X20 Y60 R20
N40 G01 X50 Y60
N50 G02 X50 Y20 R20
N60 G03 X50 Y0 R10
N70 G40 G00 X0 Y0 M05
N80 M30
产生错误的原因,是在N20程序段中,半径补偿指令中用G03希望使零件表面不产生进刀痕迹,但此程序将报警且终止运行。
2.刀具补偿设置的撤消
刀具补偿撤消时,同样不能用G02或G03取消刀具补偿,如将上述程序中的N60段改为“N60 G40 G03 X50 Y0 R10”,程序执行到此条时仍会报警。
3.空运行到达刀具补偿位置时注意进刀位置
从直线边切入工件进行加工时,刀具补偿指令应注意将终点坐标与被加工段设置在同一直线上,以避免由于过切现象而报警。此处的所谓过切,是指刀具在空行程运行中,系统会认为切削内轮廓产生刀具干涉的现象。例如加工图2所示轨迹,如果按照程序“%6789”加工,系统就会报警。因为在此程序中,加工的轨迹为OEAB,由于OE和EA(如图2所示)构成了小于90°的角,则系统会认为刀具产生干涉。若将N20和N30改为一条程序段“G41 G00 X20 Y20 F200D01”(即加工轨迹为OAB),或将N20改为“G41 G00 X20 Y10”,N30和N40改为“G01 X20 Y60 F200”,则程序能够正确执行。
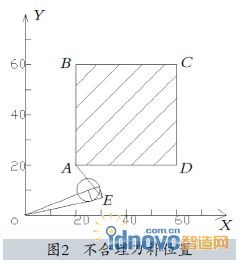
%6789
N10 G54 G90 G00 X0 Y0 S800 M03
N20 G41 G00 X30 Y10 D01
N30 G01 X20 Y20 F200
N40 Y60
N50 X60
N60 Y20
N70 X20
N80 G40 G00 X0 Y0 M05
N90 M30
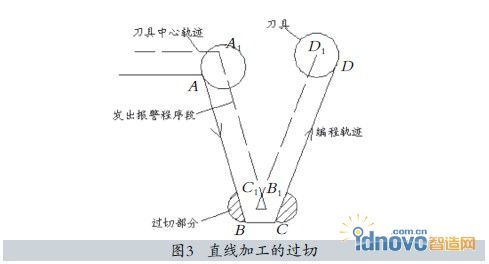
4.内轮廓刀补的过切
在加工内轮廓时,若内轮廓的两直线夹角小于90°,当刀具半径选用过大,采用半径补偿指令进行手工编程时,会产生过切现象。如图3所示,编程轨迹为AB →BC →CD, 为对应 于AB、BC的刀具中心轨迹交点,当读入编程轨迹CD时,就要对上段轨迹进行修正,确定刀具中心应从点移到
为对应 于AB、BC的刀具中心轨迹交点,当读入编程轨迹CD时,就要对上段轨迹进行修正,确定刀具中心应从点移到 点,这时必将产生如图阴影部分所示的过切。
点,这时必将产生如图阴影部分所示的过切。
5.内圆弧刀补设置
加工内圆弧轮廓时,设定的刀具半径不应大于所需加工的圆弧半径,否则系统将提示“过切或有碰撞危险,刀具干涉”等。
三、实例分析
毛坯为120mm×60mm×10mm板材,5mm深的外轮廓已粗加工过,周边留2mm余量,要求加工出如图4所示的外轮廓及Ф20mm的孔,工件材质为铝(在此只以加工外轮廓为例)。
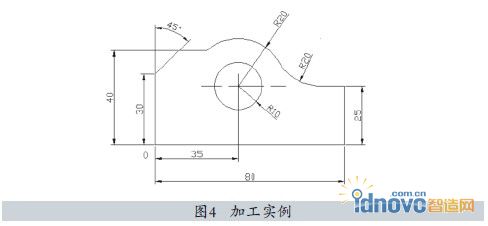
%5566(零点在0点)
N10 G54 G90 G00 X0 Y-20 S800 M03
N20 Z-5
N30 G01 G41 Y-10 D01 F200
N40 Y30
N50 X10 Y40
N60 X21.8
N70 G02 X52.3 Y35 R20
N80 G03 X69.6 Y25 R20
N90 G01 X80 Y25
N100 Y0
N110 X-10
N120 G40 G00 X0 Y0 Z50 M05
N130 M30
四、结束语
刀具半径补偿指令是数控编程中应用最广最重要的指令,正确应用刀具半径补偿对复杂零件简化编程计算和提高零件精度具有举足轻重的作用。本文对刀具半径补偿用法作出总结,供广大数控加工编程人员参考,希望能帮助用户更好地应用刀具补偿编程,优化程序,提高编程效率和零件加工精度。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF