仪表壳体类零件,大都是整块仪表装配的支撑骨架,对整块仪表的使用性能有着重要的影响。它们都具有复杂的外型、内腔,严格的尺寸公差和形状位置公差,壁薄且壁厚不均匀,极易发生变形。随着工厂的发展要求及新产品、新材料的出现,对仪表壳体类零件的要求也越来越高,要提高产品质量,缩短生产周期,必须采用数控设备进行综合加工,并确定优化的数控加工工艺方案。本文以上安装体零件为例,分析并讨论了数控加工工艺规程设计中遇到的问题,为更多从事仪表壳体类零件加工领域的工作人员提供一定的帮助,以提高产品质量,提高数控机床的生产率。
1 零件结构分析
上安装体材料为LYl2CZ,属单件小批量生产,毛坯采用型材,以降低其成本提高生产效率,节约研制时间。对零件进行结构分析,主要包括以下几个方面:
(1)零件主次表面的区分和主要表面的保证。对底面
 孔属于6级精度,粗糙度Ra0.8μm,需要采用粗车、半精车、精车加工才能达到要求。
孔属于6级精度,粗糙度Ra0.8μm,需要采用粗车、半精车、精车加工才能达到要求。
(2)重要技术条件的分析。孔
 有同轴度φ0.02的要求,关系到装配位置,其精度直接影响到组件的安装及仪表的使用性能。
有同轴度φ0.02的要求,关系到装配位置,其精度直接影响到组件的安装及仪表的使用性能。
(3)零件图上表面位置尺寸的标注。上安装体的长度尺寸都以φ73的右端面为基准,所以在工艺规程的编制中工序长度尺寸尽量与其保持一致。
(4)零件技术要求的分析。零件技术要求主要是指尺寸精度、形状精度、位置精度、表面粗糙度及热处理等。
2工艺规程制定
零件的数控加工工艺流程通常为:零件图→分析图样确定加工工艺过程→编写工艺规程→确定NC加工工序→数值计算→编写程序单→机械CAD→机械CAM→程序校验→制备控制介质→首件试切→调整程序及机床→成批加工→成品。
2.1工艺路线的制定
划分工序与加工路线的确定直接关系到数控机床的使用效率、加工精度、刀具数量和经济性等问题,应尽量作到工序相对集中,工艺路线最短,机床的停顿时间和辅助时间最少。安排工艺路线时除通常的工艺要求外,本例重点考虑以下因素:
(1)保证加工质量,划分加工阶段
工件在粗加工时,切除的金属层较厚,切削力和夹紧力都比较大,切削温度也比较高,将会引起较大的变形。按加工阶段加工,粗加工造成的加工误差可以通过半精加工和精加工来纠正,从而保证零件的加工质量。同时合理使用设备,既能提高生产率,又能延长精密设备的使用寿命。
(2)合理安排热处理及表面处理工序
热处理可提高材料的机械性能,改善金属的加工性能及消除内应力。鞍支架的热处理工序安排在粗车和铣削加工去除余量以后进行高温时效、低温时效,主要目的是消除材料加工后产生的内应力。
为了提高零件的抗蚀能力、耐磨性、抗高温能力和导电率等,一般都采用表面处理的方法,表面处理一般安排在过程的最后进行。对于精度要求高的表面,表面处理后会影响其尺寸精度,一般表面处理后进行精加工工序,以保证尺寸精度和表面粗糙度。上安装体的表面处理工序在对
 进行精加工工序之前。
进行精加工工序之前。
(3) 数控加工工艺与普通工序的衔接
数控加工工序前后一般都穿插有其它普通加工工序,如衔接得不好就容易产生矛盾。因此在熟悉整个加工工艺内容的同时,要清楚数控加工工序与普通加工工序各自的技术要求、加工目的、加工特点,如要不要留加工余量,留多少;定位面与孔的精度要求及形位公差;对校形工序的技术要求;对毛坯的热处理状态等,这样才能使各工序达到相互满足加工需要,且质量目标及技术要求明确,交接验收有依据。
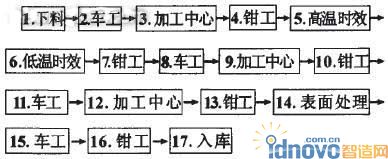
综合以上原则,鞍支架的工艺路线安排如下:
2.2 加工误差分析
就制造工艺过程而言,产品质量主要取决于零件的制造质量和装配质量。零件的制造质量一般用几何参数(如形状、尺寸、表面粗糙度)、物理参数(如导电性、导磁性、导热性等)、机械参数(如强度、硬度等)及化学参数(如耐蚀性等)来表示。上安装体加工误差产生的原因主要有:
(1) 机床误差的影响
影响机床加工精度的主要因素有主轴的回转精度、移动部件的直线运动精度以及成形运动的相对关系。主轴的回转精度通常反映在主轴径向跳动、轴向窜动和角度摆动上,它在很大程度上决定着被加工表面的形状精度。本例采用的铣式加工中心机床是UMC600万能加工中心,它的机床精度目前是国际上机械加工类机床中顶尖级的,其各项技术指标都在0.001mm之内。对于上安装体的加工精度影响较小。
(2) 夹具定位误差分析
上安装体的加工用夹具采用1个大平面和1个定位销(菱形销)及1个圆柱销定位。1个圆柱销限制x和y的移动及1个大平面限制z的转动和移动,定位销(菱形销)限制了x和y的转动,满足了六点定位原理。经定位误差分析计算,能满足零件加工精度要求。夹具简图如图所示。

夹具简图
2.3 规划加工刀具路径
规划上安装体几何图形外形加工刀具路径包括加工坯料、对刀点的确定、加工几何图形的选择、加工刀具的选择及刀具参数的设置等内容。
2.3.1 加工坯料及对刀点的确定
在规划上安装体几何图形外形加工刀具路径前,先利用Mastercam系统提供的边界框命令确定加工几何图形所需要的坯料尺寸,并将图形中心移到系统坐标原点,便于加工时以图形中心对刀。在加工时,工件在机床加工尺寸范围内的安装位置是任意的,要正确执行加工程序,必须确定工件在机床坐标系中的确切位置。对刀点是工件在机床上定位装夹后,设置在工件坐标系中,用于确定工件坐标系与机床坐标系空间位置的参考点。在工艺设计和程序编制时,应以操作简单、对刀误差小为原则,合理设置对刀点。
2.3.2 规划加工刀具路径
规划上安装体几何图形加工刀具路径主要包括刀具的选择、刀具参数的设定、加工顺序的选择、加工参数(安全高度、下刀方式、补偿方式、补偿量、切削量等)的设定。
铣刀类型应与工件的表面形状和尺寸相适应。根据被加工工件材料的热处理状态、切削性能及加工余量,选择刚性好、耐用度高的铣刀,是充分发挥数控铣床的生产效率并获得满意加工质量的前提条件。加工路线的选择主要应考虑:
(1)尽量缩短走刀路线,减少空走刀行程,提高生产率;
(2)保证加工零件的精度和表面粗糙度的要求;
(3)有利于简化数值计算,减少程序段的数目和编程工作量;
(4)切削用量的具体数值应根据数控机床使用说明书的规定,被加工工件材料、加工工序以及其它工艺要求,并结合实际经验来确定。
3 实体加工模拟
在对上安装体几何图形进行实际加工前,利用Mastercam9.0计算机软件提供的实体加工模拟功能进行电脑实体加工模拟,最大限度的降低能源和材料消耗,提高加工效率。
MasterCAM系统对上安装体几何图形所规划的加工刀具路径及刀具参数设置等资料产生的一个刀具路径文件,MasterCAM系统称其为NCI文件。它是一个AscII文字格式文件,含有生成的NC代码的全部资料,包括一系列刀具路径的坐标值、进给量、主轴转速、冷却液控制指令等,但它无法直接应用于CNC机床,必须先通过后处理程序P0ST转成NC代码后才能被CNC机床所使用。
4 结束语
复杂仪表壳体类零件的加工在机械制造业中占有很重要的地位,为提高零件加工精度和生产效率,应采用先进的加工方法。对于数控加工技术来说,工艺处理是其应用的重要环节,它关系到所加工出来零件的正确性与合理性,本文以典型零件上安装体为例,探讨数控加工的工艺规程设计问题,选择合理高效的加工方法和加工路线,对保证零件的加工质量,提高数控机床的使用效益和使用质量都有重要意义。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF