Pro/ENGINEER是美国参数技术公司(PTC)开发的CAD/CAM软件,在我国十分普及。Pro/ENGINEER以其参数化、基于特征、全相关等概念闻名于CAD界。其技术特点鲜明可靠,非常适合我们这类产品升级换代较快的3C行业。特别是野火版,界面较为简洁明快,且操作简便易于上手。使用以来,Pro/ENGINEER在武汉中原电子集团产品结构设计,模具设计和数控加工中心得到广泛的运用。我们的数控加工中心曾在1个月中依靠Pro/NC完成了10多种新产品和数套模具的程序编制和加工任务,在产生了很好的经济效益同时也充分体现了三维 CAD/CAM软件与CNC结合的巨大优势。
通过一段时间对Pro/ENGINEER加工模块的使用,我们认为Pro/NC是一种功能十分强大的自动化CAM加工模块。Pro/NC不仅完全支持高速和多轴等高端加工方式,还有自己独特的技术特点,有良好的扩展性。因具备其全相关性,在零件稍有改动时只需再生一下加工文件就可自动更改加工路径,并且可提供产生精加工零件最佳加工路径控制和智能化加工路径创建。Pro/NC允许CNC编程人员控制整体的加工路径,直到最细节的部分,优点明显。正是因为其刀径控制灵活导致Pro/NC需要设置的参数较多,设置时也较复杂。在对常规零件产品编程时,需要输入定义的参数往往过多。这使得最初使用 Pro/ENGINEER时,Pro/NC在编程效率上相对MasterCam等软件似乎没有优势。为加快编程速度,我分析了Pro/NC编程的大致过程。流程图如图1所示。
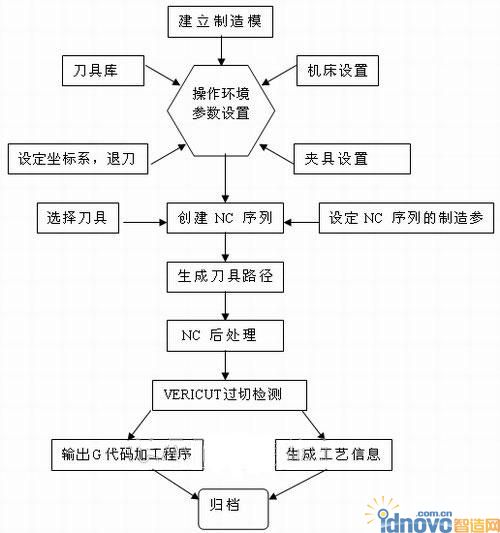
图1 Pro/NC编程流程
在编程中,刀具和切削参数两块是设置参数最频繁也是最耗时的地方。有时一个常用的刀具参数或刀径控制参数往往需要反复输入。针对这一点,我们只要根据自身加工情况先建立标准化刀具库和标准参数库再将加工参数模块化,加工时直接调用就可以了。
1 建立相应的标准文件夹
配置文件夹结构如图2所示。
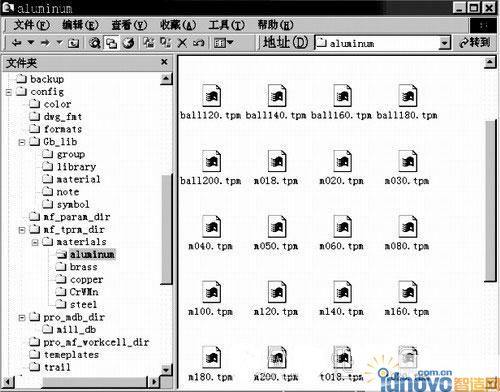
图2 配置文件夹
我是以各目录在Pro/ENGINEER配置文件中的缺省键值名称为各目录命名。Pro/NC 允许基于坯件材料和条件选取切削刀具并设置进给量和速度。如果要使用此功能,要先定义操作和加工前必须设定材料类型,并在刀具文件夹 Pro_mf_tprm_dir下创建一个名为Materials的子目录,随后就可根据常用零件的材质建立子文件夹了。例如,在 Material目录下,可创建 Steel、Copper、Aluminum以及Brass等目录。以后定义操作或切削刀具时,系统将列出可用的材料子目录,可从此目录名进行选择。
2 设定配置文件
(1) 通过在配置文件中添加指定标准文件夹的具体绝对位置,使上一步中建立的文件夹与Pro/ENGINEER相关联。方法可以通过设置配置文件在Tools下拉菜单的Options项“Options”对话框中设定。也可在CONFIG中直接注册各文件夹的绝对位置,还可用文本编辑器在Config.pro文件中直接添加。例如,可将以下配置文件选项直接粘贴到WILDFIRE安装目录下,子目录Text中的Config.pro里。
pro_mf_param_dir E:ptcconfigmf_param_dir
pro_mf_tprm_dir E:ptcconfigmf_tprm_dir
pro_mdb_dir E:ptcconfigpro_mdb_dir
pro_mf_workcell_dir E:ptcconfigpro_mf_workcell_dir
(2) 将CONFIG 中output_mfg_xml选项设置为 yes(no缺省)。此项打开时,如果要对一系列形状和加工工序类似的产品编程,只需先作一个标准制造模型并将其刀具、机床、操作和NC 序列等制造工艺数据以 XML格式保存下来。需要时,利用“制造设置”(Mfg Setup)→“输出”(Export)将以 XML 格式保存的制造工艺数据调用到不同的模型中再依次指定坐标系、退刀面和NC 序列的加工范围即可。生成刀位文件十分快捷。
3 机床设置
机床是作为包含特征(Workcell)的用户定义特征组(*.gph)文件形式保存在Pro_mf_workcell _dir文件夹下的。机床设置包括机床名称、机床类型、主轴移动范围和后处理器选项等一系列参数。我们可为每一台数控机床和加工中心分别设定各自的机床配置文件。
在机床设置中我们可以检索刀具库、地址(Site)参数和PPRINT表,使其与机床相关联。
(1) 刀具库可根据加工中心刀库情况直接选择。
(2) 地址(Site)参数可以看成为标准加工控制参数的模板文件。以后可用这些地址指定 NC 序列的参数的缺省值。
1)创建地址文件:在MANUFACTURE或MACHINING菜单中,选择“制造设置” Mfg Setup →“参数设置” Param Setup→“地址” Site→“创建”(Create)。定义地址参数值时,可输入数学表达式、刀具参数。例如,根据加工需要可输入:STEP_OVER= CUTTER_DIAM*0.8,则STEP_OVER 距离将依赖于当前刀具的切刀直径(如果刀具后来进行了更改,STEP_OVER 也将更新)。利用数学表达式和输入关系可有效提高参数文件的通用性也有利于更灵活使用地址文件。
2)激活地址文件:单击“制造设置” Mfg Setup下Workcell,选取机床名,然后在Machine Tool Setup对话框的Output选项卡上单击Defaults。再选择预先定义和保存的(*.sit)地址文件即可。地址(Site)参数文件保存在制造参数库mf_param_dir目录下。
3) PPRINT:PPRINT可控制输出G代码程序中注释信息的显示。使用一个好的PPRINT文件可使生成的G代码程序容易阅读。PPRINT文件可以 *.Ppr格式保存到mf_param_dir目录中。PPRINT在调用机床设置文件(*.gph)时需重新检索(*.Ppr) 文件才能生效。要激活PPRINT表,单击Mfg Setup下Workcell,选取机床名,然后在Machine Tool Setup对话框的Output选项卡上单击“PPRINT”,再选择预先定义和保存的(*.ppr)文件即可。
4 预先建立设置刀具库
对于加工刀具参数的设置可以从MFG SETUP菜单选择Tooling,然后选取要设置刀具的机床名称,或者在创建或修改机床时,可从CELL SETUP菜单选择“工具”Tooling以设置此机床的刀具。系统将显示Tool Setup对话框。用户可在“刀具表”(Tool Table)中建立当前机床定义的所有常用刀具,保存刀具的形状参数和切削参数。
保存切削刀具数据时,Pro/NC 将所有刀具参数文件(.tpm 文件)放在刀具文件夹Pro_mf_tprm_dir下,并在相应的材料子目录下创建一个*.tpm 同名文件,其中包含进给量和速度数据。添加或修改刀具时,可用文本编辑器(如WORDPAD)按照相应格式直接建立和编辑刀具参数文件。
5 建立常用工序特定参数
除了sit参数,我们可针对日常常用的各类序列进行修改和保存典型参数。例如,将Volume、Face、Surface mill、Profile、Local Mill、Holemaking和Engraving等序列的制造参数以*.mil的文件形式在制造参数库Mf_param_dir目录中保存下来。序列的制造参数的设置方法和地址(Site)参数类似。地址(Site)参数主要是定义一类加工的通用参数,而序列的制造参数针对的是特定加工序列。
新建Nc Sep序列时。通过在“制造参数”(MFG PARAMS)菜单中,单击“检索”(Retrieve)>“参数文件”(Param Files),可直接选择选取以前保存的特定序列的参数文件。另外,在保存刀具和制造参数文件时一定要注意给文件起一个规范而易于识别的名字。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF