引言
成组技术是一种制造哲理,是计算机集成制造的基础。CAPP是连接CAD和CAM的纽带,是计算机集成制造的核心。实施成组技术,需要对零件进行分类编码。开发CAPP系统,首先要解决零件信息输入问题。本文根据某齿轮工厂的实际情况,开发适用于齿轮零件的分类编码系统,建立基于特征形面描述的零件信息输入方法,并将零件编码与信息输入有机结合起来,实现在零件信息输入的同时自动生成零件成组编码,从而为齿轮零件CAPP系统开发奠定基础。
1 齿轮零件分类编码系统
利用零件的相似性将其分类成组,并以零件组为基础组织生产活动的各个环节,是成组技术的基本内容。为了便于分析零件的相似性,首先需对零件的相似特征进行描述和识别。零件分类编码系统就是用字符(数字、字母或符号)对零件有关特征进行描述和识别的一套特定的规则和依据。
当今世界上使用的分类编码系统不下百余种,较著名的有德国的Opitz系统,瑞士的Sulzer系统,荷兰的Miclass系统,日本的KK系统,我国的JLBM-1系统等。其中JLBM-1系统是我国专家学者在充分借鉴德国Opitz系统和日本KK系统的基础上,并结合我国实际情况开发的机械零件分类编码系统,于1985年以机械工业标准形式发表(JB/Z251———85),之后得到广泛应用。
鉴于某齿轮工厂已部分采用JLBM-1系统的实际情况,首先对JLBM-1系统进行了深入分析。发现齿轮基本分类、结构特征、毛坯特征、材料特征等在JLBM-1系统已得到较好的体现,基本能满足齿轮零件分组和CAPP系统的需要,不足的是齿轮的齿形特征和轮齿精度特征反映不充分,而这两个特征对于齿轮零件的工艺过程设计至关重要。
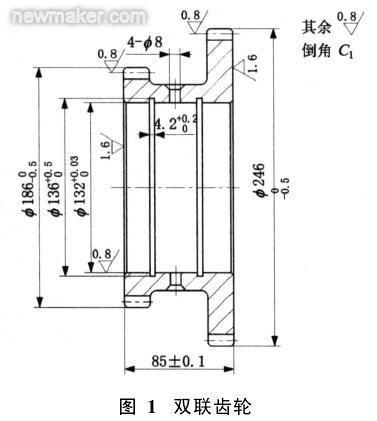
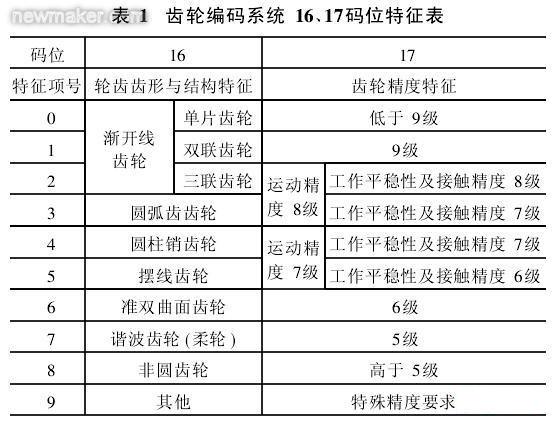
为此,本文设计的齿轮零件分类编码系统维持原有JLBM-1系统不变,仅在原有系统15位码的基础上,增加两位与齿轮加工工艺密切相关的码位:一位表示齿轮轮齿的结构特征,另一位表示齿轮特有的精度要求。增加的两个码位各项含义如表1所示。如图1所示双联齿轮(图中仅给出了与编码有关的部分尺寸)编码为: 30202150246573516。各位编码分别表示:齿轮类,圆柱外齿轮,外圆双向台阶,外圆无要素,光滑通孔,内孔有环槽,外圆齿形,内圆无平面(曲面)加工,径向均布孔,合金钢,锻件毛坯,高频淬火,直径>160~440mm,长度>50~120mm,内孔高精度,渐开线双联齿轮,齿轮精度6级。
2 齿轮零件信息输入
零件信息输入是CAPP的第一步,也是CAPP不可缺少的一步。目前实际使用的CAPP系统,其零件信息输入方式主要有三种:
2. 1 成组编码法
成组编码法以零件的成组编码作为零件输入信息。目前的成组编码虽然可以较充分地反映零件在结构、材料和工艺三个方面的总体特征,但通常不能详尽地描述零件的每一个加工面特征,即输入信息较粗糙,也不完整。因此成组编码法一般多用于只需制定简单工艺路线的场合。
2. 2 特征形面描述法
特征形面描述法的基本思路是:①任何一个零件加工表面均可分为基本形面(又称主形面)和辅助形面。基本形面是影响零件主体形状和尺寸的形面(如平面、圆柱面、圆锥面等),辅助形面是附着于基本形面之上的对基本形面起局部修饰作用的形面(如外圆柱面上的环槽、径向孔等)。②各形面的组合有一定规律可循。如回转体零件可以按形面在零件上的位置顺序加以描述,计算机可根据输入的形面数据构成完整的零件模型;③每个形面均可用一组特征参数来进行详尽描述;④各种形面均与一定的加工方法相对应。由于特征形面描述法可完整地描述零件的几何、工艺信息,因而能很好满足CAPP系统对零件信息的需要。
2. 3 从CAD系统直接获取零件信息
上述三种方法中第三种方法是CAPP系统零件信息输入最理想的方法。但由于该齿轮工厂生产多为对外加工,通常无法获取零件原始CAD信息。因此,从工厂实际情况出发,确定采用特征形面描述法输入齿轮零件信息。
当进入本系统的零件数据输入模块后,系统采用多级菜单输入的方式,引导操作者输入零件的表头信息及该零件的各个成形表面的特征参数,如图2所示。其中主形面序号规定从01 ~99,若输入00,则表示主形面已输入完毕,程序转入后续数据处理模块。
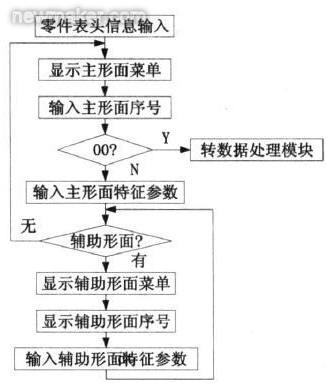
图2 齿轮零件信息输入程序框图
(1)表头信息的输入
表头信息是指零件的总体信息,包括:零件的名称、图号、材料、质量、毛坯类型、生产批量、热处理与表面处理、输入日期、设计者姓名等。表头信息采用人机交互方式输入。
(2)基本形状要素的输入
当表头信息输入完成以后,就可以开始对零件的几何信息和工艺信息进行描述。由于零件的基本形状都是沿着一条公共的回转轴线顺序排列,因此规定其输入原则为:
1)先描述外部基本形面,后描述内部基本形面。辅助形面从属于基本形面。
2)外部基本形状要素描述从右向左依次进行。
3)内部基本形状要素描述从左向右依次进行。程序初始化,系统总是设定为零件的外部基本要素。工作时系统根据所选定的形面,要求用户输入相应的几何参数和工艺参数。
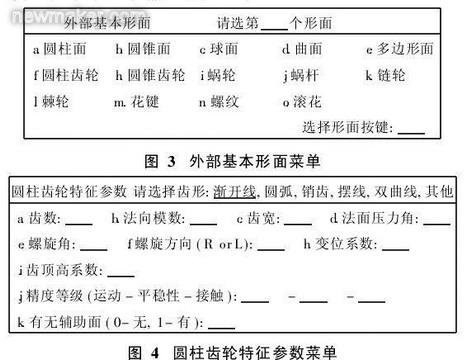
图3所示为外部基本形面菜单。例如图1所示齿轮从右向左逐段描述基本形面时,首先遇到246圆柱齿轮,选择菜单中的“f”,出现图4所示圆柱齿轮特征参数菜单。菜单中首先出现齿形选择项,当点击相应齿形(如图示选中渐开线齿形)时,即出现相应参数项,便可按菜单提示输入有关参数。
在每段基本形面特征参数输入完成后,若有辅助形面,则显示外部辅助形面菜单,如图5所示。输入辅助形面序号(辅助形面序号附属于相应的主形面,在主形面序号后增加数字1~9),选择相应辅助形面,即出现相应的辅助形面特征参数菜单。输入相应的特征参数值,即完成辅助形面的输入。如此循环,可将齿轮零件全部加工面信息依次输入系统。

3 自动编码的实现
零件描述完成后,系统对零件的各个形面特征参数进行处理,并将其处理后的参数存储于形面特征参数矩阵中。矩阵的每一行对应齿轮零件的一个形面(包括主形面和辅助形面),矩阵的第一列为形面序号,由小到大排列,矩阵的第二列为形面代码,形面代码用汉语拼音字头表示,如WYZM表示外圆柱面,NYZM表示内圆锥面等。矩阵的第3~n列为形面特征参数值。对于不同的形面,特征参数的个数、顺序、参数值类型不尽相同,但对于特定的形面,其特征参数的个数、顺序和参数值类型是确定的。因此可根据形面代码,查找出相应的特征参数值。
零件形面特征参数矩阵建立以后,即可通过对特征参数矩阵的扫描、参数提取和数据处理,自动形成零件的成组编码。
根据第1节所述编码系统,前15位码含义与JLBM-1相同,第1、2码位是零件名称类别描述码。本系统因针对齿轮零件,故第1码位被固定设定为3,即齿轮类。第2码位可根据表头信息确定。为使表头信息中的零件名称与编码系统中齿轮细分类名称相一致,在输入零件名称时采用菜单选项方式进行。零件编码的第3位至第17位均为加工要素编码,其值确定通过编程和对特征参数矩阵元素的处理实现。
例如,要确定第3位码值,需首先扫描外部基本形面,判断是否有球面、曲面、正多边形等外表面,如有即可确定相应的码值(若外部基本形面对应多个码值,根据“后项包括前项”的规则,取较大码值)。如没有,则需判断外表面有无台阶,及单向或双向台阶,这可以通过判断外部基本形面个数及一一比较外部基本形面直径尺寸来确定(当外部基本形面为圆柱齿轮或圆锥齿轮时,特征参数中没有直径尺寸,但其外径尺寸可由模数、齿数、齿顶高系数等通过计算得到)。若外部基本形面只有一个,或虽有多个但直径尺寸均相同,则可确定第3位码值为0。若外部基本形面有2个且直径尺寸不同,或外部基本形面有多个且直径尺寸不同,但直径尺寸按递增或递减顺序排列,则可确定第3位码值为1。若外部基本形面多于2个且直径尺寸不同,而直径尺寸又非按递增或递减顺序排列,则可确定第3位码值为2。判断第3码位码值0、1、2的程序框图如图6所示。
图6
4 结论
(1)根据工厂已部分采用JLBM-1系统的实际情况,针对齿轮零件的工艺特点,设计了基于JLBM-1系统的齿轮零件编码系统,既满足了齿轮零件CAPP系统的需要,也易于为工厂所接受。
(2)针对工厂以对外加工为主的特点,采用特征形面描述法较好地解决了齿轮零件信息描述与信息输入问题。
(3)采用矩阵形式存储齿轮零件特征信息,通过对零件特征矩阵的扫描、参数提取和数据处理,可自动形成零件的成组编码,为齿轮零件CAPP系统开发提供了有力支持。(end)
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF