绿色制造、清洁生产是21世纪机械制造业的重要特征和基本生产模式。而切削加工是机械制造技术的一个重要组成部分,占机械加工总量的90%以上,因此,切削加工过程的清洁化问题成为研究重点。切削液在切削加工中起着降低切削区温度、延长刀具使用寿命和减少工件热变形等重要作用,因此,在机加领域得到了广泛应用。然而切削液的使用的也会引起许多负面问题,如切削液使用费用高、对环境污染严重、危害工人身体健康等。随着社会环境保护和可持续发展意识的提高,许多国家都定了严格的工业排放标准,进一步限制了切削液的使用。探索新的机加工冷却润滑方法,实施绿色切削加工技术既是可持续发展的需要,又是经济性的必然需求。
高速切削是高性能加工的一种主要工艺技术,已经广泛应用于航空、模具、汽车等行业。然而应用高速切削技术加工具有高硬、高强、耐温的难加工材料时,刀具的急剧磨损是制约加工效率的关键因素。目前,通过优化刀具材料与结构仅能在一定程度上提高难加工材料加工效率。
在高速切削难加工材料时,切削区产生很高的切削温度会使刀具急剧磨损,采用有效的冷却润滑条件,可以有效降低切削温度,改善切削摩擦状态,抑制刀具磨损,成为进一步提高难加工材料加工效率的主要技米途径。
在模具加工中广泛应用的微量润滑(Minimal Quantity Lubrication,MQL)技术,可有效提高加工高硬度模具材料的刀具耐用度;基于液-气相变高效换热方式的喷雾冷却在难加工材料加工中也有较好的效果。
利用氮气、二氧化碳、水蒸气等介质在加下区形成缺氧气氛,也能有效改善钦合金等材料的刀具磨损。还可以采用超低温冷冻和加热切削等手段来提高难加工材料的刀具耐用度。
由于高速切削难加工材料时的刀具磨损主要受切削区温度和刀-屑摩擦状态的影响,任何可以降低切削温度和减小刀屑摩擦的技术手段均能有效提高刀具耐用度。基于上述思路,南京航空航天大学基于强化换热和高效润滑等技术对提高难加工材料的加工效率和加工质量进行了长期深人的研究。
基于低温MQL的冷却润滑技术
由于常规的MQL技术在高速切削难加工材料时,切削区温度过高会使刀具表面的润滑膜失去润滑效果,采用有效的降温手段可进一步提高MQL效果。
MQL技术主要是将压缩空气与少量润滑液(10-200mL/h )混合后,形成微米级的液滴,喷射到加工区,对刀具和工件之间的加工部位进行润滑。如果能大幅降低现有压缩空气的温度,则一方面可以提高切削区换热的强度,改善换热效果;另一方面,换热效果的提高又可以使润滑液滴在刀具表面形成的润滑膜进一步保持润滑能力,从而提高刀具的耐用度。
低温MQL装置的研制
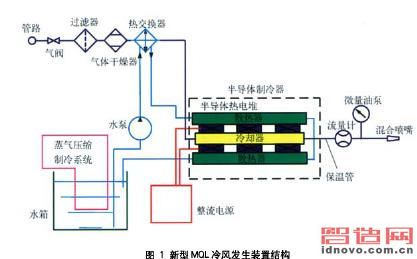
实现低温MQL技术的核心是提供满足一定温度、流量的低温压缩空气。目前,用于提供低温压缩空气主要有4种手段:(1)使用低沸点介质的间接冷却;(2)涡流管直接制冷;(3)空气绝热膨胀直接制冷;(4)蒸气压缩式间接制冷。4种手段各有优缺点,其中蒸气压缩式间接制冷是冷风发生装置研制和开发中常用的冷源。而以蒸气压缩制冷方式研制的冷风发生装置不能在短时间内使冷风温度达到要求,且难以连续调节冷风温度。特别是在要获得更低温度的冷风时,需采用多级蒸气压缩式制冷,这增加了装置的复杂程度,使其不易维护。
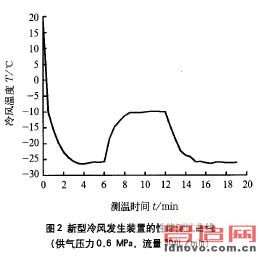
目前国内外已有数家公司(三菱、日立、成田等)生产专门面向切削、磨削加工用的低温冷风发生装置。冷源是冷风发生装置的核心,为提高冷风发生装置的制冷速度和连续调节冷风温度的能力,提出了一种新型复合技术用于低温MQL。图1为所开发出来的新型低温装置以半导体制冷为核心冷源,结合蒸气压缩制冷,并采用新型强化换热手段。经测试,该新型低温MQL装置复合式冷风发生装置具有很高的制冷速度和很好的冷风温度调节能力,适合切削生产现场使用。从图2可以看出,复合式冷风装置将室温压缩空气在3min内降至-25'C,且调节冷风温度由一个稳定值到另一个稳定值时也只需2-3min。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF