1 引言
虚拟装配与运动仿真是根据产品的形状特征、精度特性,利用计算机图形学和仿真技术,在计算机上模仿产品的实际装配过程、仿真模拟机器的运动过程,以可视化手段研究和解决产品的可装配性及运动问题。在内燃机的开发设计阶段应用这种方法可以大大缩短产品的开发周期,减少样机实验次数,迅速地对市场做出反应,降低产品的成本,提高企业的竞争力。
2 结构与配合
零件结构与配合是虚拟装配的基础。内燃机曲柄连杆机构主要包括气缸体、曲轴箱、活塞、活塞销、连杆、曲轴等零件。
活塞位于气缸中,它与气缸之间采用微量间隙配合(柴油机为(0.0013-0.0027)D。汽油机为0.0005D,m气缸直径),以保证活塞在气缸中的往复运动;3-4道活塞环开口相错地装于活塞环槽内(铸铁活塞的活塞环开口间隙为0.003D;铝质活塞的活塞环开口间隙为0.0025D),环与槽为间隙配合(侧隙为(2.5-3.0)%b,b——活塞环的轴向厚度,背隙约(0.15-0.25)mm),常态下活塞环直径略大于缸径,以保证装配后其外圆紧贴缸壁,工作过程中环在随活塞往复运动的同时,也能在环槽内作微量的转动;活塞销连接活塞与连杆小头,销与连杆小头间隙配合(间隙约(0.025-0.048)mm),销与活塞销座孔大多采用全浮式连接,即冷态下为过渡配合,而热态下为微量间隙配合,使活塞销在发动机运转中,不仅可以在连杆小头衬套孔内,还可以在销座孔内缓慢转动;剖分式连杆的大头与连杆盖通过螺栓连接在曲柄销上。可绕销摆动,如图l所示。
3 产品装配层次关系的确定
装配层次关系描述了产品装配结构,是产品装配模型的主框架。装配体可以分解成若干个子装配体或零件,子装配体又可以进一步分解成若干个子装配体或零件,由此表现出产品的层次性。通常把装配体、子装配体、零件之间的这种层次关系表示为装配树,树的根节点是装配体(即最终的产品),叶节点是组成产品的各个零件,而中间节点则是子装配体。装配树的层次关系也体现了实际形成产品的装配体。
实际装配时,内燃机曲柄连杆机构常先将活塞连杆组、曲轴飞轮组分别装配两个总成后,再进行总装。考虑到飞轮的存在与否并不影响机构的运动与仿真,本例中忽略飞轮,仅设立活塞连杆组子装配体。
 图1 各零件的结构与装配关系
图1 各零件的结构与装配关系
 图2 装配
图2 装配
4 内燃机的装配过程
虚拟装配方案初步确定后,就可以根据结构与装配关系建立产品三维模型,为简便装配,建模要充分考虑零件的装配关系,适当创建装配所需的基准点、线、面。现以单缸四冲程内燃机为例,在Pro/E wildfire 2.0的环境下,对其进行虚拟装配,如图2所示。
4.1 机体与曲轴的装配
新建一组件形式文件。选择元件——装配,引入内燃机机体,在缺省位置装配元件,作为装配基础。接着安装曲轴,由于曲轴在工作中需转动,装配时必须将其定义为连接元件,允许其运动。Pro/E中提供了刚性、销钉、滑动杆、圆柱、平面、球、焊接与轴承等连接方式。曲轴相对机体旋转,因此将其连接方式定义为销钉连接,考虑到曲轴的曲柄销和连杆相连,为顺利实现下一步连杆的安装,在装配曲轴时,需要改变其放置位置,将其旋转90°,使其转到上止点或下止点位置,如图3所示。

图3 销钉连接的定义
4.2 建立活塞连杆组子装配体
再新建另一组件形式文件,依次将连杆、活塞、活塞环、活塞销进行装配,得到活塞连杆组子装配体。装配时连杆小头孔与活塞、活塞销与活塞均为销钉连接,以实现装配后销在活塞销座内、连杆绕活塞销的旋转运动,如图4所示。

图4 活塞连杆组
4.3 将活塞连杆组组件装入总装配
再激活第—个组件文件,在该文件中选择元件—装配,引入活塞连杆组组件,定义活塞与气缸为圆柱连接,连杆大头孔与曲柄销为销钉连接,这样安装后的活塞能在缸内往复运动,连杆能绕曲柄销摆动。
4.4 装配连杆盖
连杆盖与连杆大头贴合面采用匹配,连杆盖及连杆大头螺栓孔采用轴线对齐放置元件。
4.5 装配曲轴支撑与下曲轴箱
若下曲轴箱与曲轴支撑在建模时,已考虑了与机体安装面的贴合问题,则装配时只需直接采用在缺省位置装配;若没有考虑,则采用匹配与对齐方式放置元件。
5 运动仿真
为获得较好的视觉效果,安装完毕后,可先对零部件进行外观与颜色设置,再利用Pro/E的“机构”模块进行运动仿真。选择应用程—机构(Mechanism),进入“机构”模块,点击“定义伺服电动机”按钮,新建一伺服电动机,选择装配曲轴与机体时定义的销钉连接为连接轴,在“轮廓”选项卡中定义电动机的类型。“规范”设置为速度,“模”设置为常数,“A”设置为360。
点击“运动分析”按钮,新建一运动分析,在其对话框“优先”选项卡中,设置开始时间、长度与针频,开始时间设为0,终止时间设为:0.999999,帧频设为30。单击运行,可以观看内燃机曲柄连杆机构在曲轴匀速旋转一圈过程中的运行情况。
6 查看运动和输出结果
6.1 查看运动
在“机构”模块中,点击“回放”按钮,首先在其对话框“干涉”选项卡中,动态地检测各零件间的干涉情况,于涉模式主要有:无干涉、快速检查、两个零件、全局干涉。若运动过程中出现干涉,Pro/E会提示,并将干涉区加亮显示,以便设计者检查修改;点击播放当前结果集—捕获,还可制作并输出mpg格式的影片。
6.2 结果输出
机构模块中可进行的分析测量量有:位置、速度、加速度、连接反作用、净负荷、冲力等。鼍点击“生成分析的测量结果”按钮,显示测量结果对话框,在测量栏内新建测量,选择需要的分析测量,勾选“分别绘制测量图形”,点击“绘制选定结果集所选测量的图形”按钮,设定的分析测量量将以图形和数据的形式输出,直观准确。
下面为内燃机活塞顶部中心的位置、速度、加速度随时间变化和曲柄销加速度的分析图形和数据.如图5、6所示。

图5 分析图形
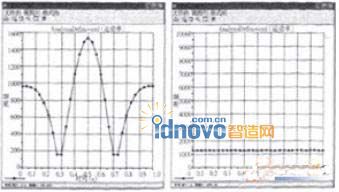
图6 活塞的加速度曲柄销加速度
7 仿真结果的分析研究
(1)活塞顶部中心的位置变化范围为:(158.496—221.996)mm,曲线位置值由小变大,再由大变小,成余弦规律变化。位置变化范围正好为曲柄销长度的两倍,实际运转中活塞的运动也正是由下止点运动到上止点,位置成余弦规律起伏。
(2)活塞顶部中心的速度范围为:(0—203.375)mn/s,速度在有两次起伏,实际运转中也正好是活塞由速度为0从下止点加速运行到中间位置,速度达到最大,再减速运行到上止点,接着由速度为0从上止点反向加速运行到中间位置,速度达到最大,再减速运行到下止点。
(3)活塞双部和心的加速度范围为:152.653-1538.31mm/s2,加速度在有两次起伏,而实际情况也正好是活塞从下止点加速度减小地运行到中间位置,再加速度增大地运行到上止点,接着加速度减小地从上止点反向运行到中间位置,再加速度增大地运行到下止点。
(4)曲柄销加速度为一条直线,其值为:1253.44mm/s2。与当曲轴匀速旋转时,理论计算加速度a=ω2r的结果一致。
由此可见,以上所有仿真结果与理论计算结果相同,与实际情况也相符合。
8 结束语
本文借助Pro/E实现了内燃机曲柄连杆机构的虚拟装配与运动仿真分析,该方法可以实现在设计阶段可视地对机构进行干涉检测以及产品设计的合理性分析。与通过样机实验反馈相比可以大大地缩短产品的设计研发周期,降低产品生产成本,为产品设计提供了—个高效的开发途径。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF