1. 前言
叶片是航空发动机零件中非常重要的一类零件。叶片制造工作量占整机制造工作量的三分之一左右,加之叶片形状复杂不规则,与普通零件有很大差异,而我公司产品是各种精锻叶片,叶身无余量精锻,主要机加工作量集中于榫头上,那么,寻找出一种好的机加工艺,用以提高效率、稳定质量,就成了当务之急。采用叶身低熔点合金浇铸精密定位法就是其中一种行之有效的方法,利用低熔点合金定位块将叶片准确定位,从而使定位基准由叶片转移到定位体上。浇铸夹具就是实现这种方法关键工具。
2. 叶身低熔点合金浇铸精密定位法工艺简介
经过叶身无余量精锻后得到叶片毛料,加工叶身进排气边,六点定位法夹持叶身进行浇铸,把复杂的叶身点定位转换成规则的面定位,得到浇铸块,用浇铸块定位进行后续加工。
2.1 定位点的选择
叶片精密定位的定位方式为典型的六点定位(见图1)。它们是叶身上三个点,进气边两个点,缘板上一个点。一般情况下这些点都是毛料的设计基准。靠近叶根的一个截面上两个点决定了叶身的扭角;叶身上靠近叶尖的另一个点,保证叶片沿叶身方向的弯曲;进气边上的两个点,决定了叶片另一个方向的位置。这五个点同时也决定了叠合轴的位置,还有一点在叶片的缘板上,决定叶身各截面的位置。
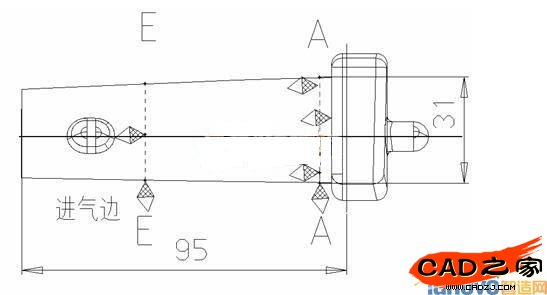
图(1)
叶身上的三个点可能在叶背,也可能在叶盆,视锻造时基准面取在叶背还是叶盆。缘板上的定位点,随着叶身定位点的变化而改变,即可能在叶背面的缘板上,也可能在叶盆面的缘板上。前提是该缘板必须是在无余量的。
2.2 低熔点合金浇铸精密定位法分类
按浇铸材料包容叶片的程度不同,浇铸式精密定位分为全包式精密定位和局部包容式精密定位(也称半包式精密定位),包容部位也各有不同;按浇铸定位体是否带定位壳体又可分为带定位壳体精密定位和无壳体精密定位,浇铸夹具各不相同。
2.3 低熔点合金浇铸精密定位具有下列优点
A非规则的叶片型面基准转换为定位面。定位精确稳定,保证了加工精度。
B 叶片较小时,直接装夹叶片比较困难,利用精密定位,定位体积大,形状规则,便于装夹。
C 加工和测量使用的夹具和测具结构简化,从而降低费用。
D 便于自动化生产。
E 保护叶身型面不会压伤。
3 浇铸夹具设计
现在以我公司自行研制生产的某航空发动机转子精锻叶片(见图1)为例,简要介绍低熔点合金精密定位浇铸夹具的设计过程。
3.1 确定总体方案
我公司是专业生产精锻叶片的厂商,产品批量大,这就要求此夹具要易于操作、装卸快捷,再者,公司内类似的叶片多,本着节约成本,将这套夹具分为专用与通用两部分分别设计:通用部分为底座,完成夹具的开合,以后如有类似叶片要研制,均可以用同一个底座,降低开支,减少重复浪费;专用部分为本体,用于定位及夹持叶片,成型浇铸块,这部分又细分成叶盆(ID)--定位子装配、进气边(LE)--定位子装配、叶背(OD)--夹紧子装配三个相对独立的子装配,他们通过底座联系成一个整体,完成预定功能,见图2。
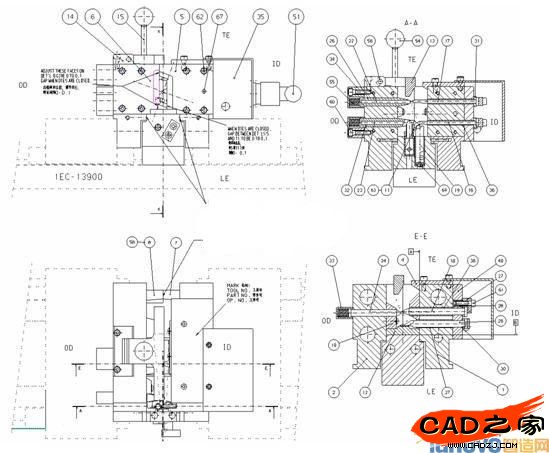
图2
由于定位点多,为确保定位可靠,系统引入弱电检测系统。在夹具本体中加工出冷却水管道系统,使水循环流过,此系统为了加快合金块冷却速度,提高生产效率。
3.2 确定浇铸块外型尺寸
浇铸块是后续加工中的基准,所以,它本身的精度及结构就显得格外重要。在这次设计中,将本公司转子叶片浇铸块尺寸分为三类,尺寸分别为:30MMx45MM、50MMx70MM、70MMx100MM,这样对于使用同一尺寸浇铸块的不同叶片,在后续加工,就可以共用相同的夹具和测具,或者稍作改动即可使用,大大降低生产研制成本。
对于本叶片外形尺寸及后续加工要求,同时考虑到还有三个相类似的待研制的家族叶片,我决定选用30MMx45MM这一系列浇铸块,长度定为130MM,叶身采用全包,榫头裸露,这样既保证叶片在后续加工中的定位可靠度要求,又避免榫头全包后,低熔点合金浪费及降低回收成本。外形尺寸确定后,考虑到我公司尚无自动生产线,所有操作均靠工人手动完成,所以增加了必要的减重部件。见图3。

图3
3.3底座设计
对于整个浇铸夹具系统来说,这部分相当于一个联络员及动力装置,要求它能把本体三个子装配可靠的联系起来,提供动力,实现开合功能。在这个设计里,本人采用手动杠杆开启装置,利用两根较长导轨以确保足够的开模空间,运动轻盈;并通过不使用垫块或使用垫块6或垫块7,来分别完成上述三种规格浇铸块的浇铸工作,适用面广;杠杆机构在闭合工作状态能实现自琐。
3.4 本体设计 参见图2
3.4.1 定位系统设计
定位销件16、17、18、19、20和25分别用于叶片6点定位,各定位件沿其轴向均可通过其尾部的垫片实现微量调整,利用压板及螺钉压紧,结构紧凑,易于调试。
3.4.2 夹紧系统设计
使用弹簧件33及压杆件22、23、24压紧叶片,可调性好,结构简单。
3.4.3 电路检测系统设计
用七根导线分别由六个定位销及本体上引出,经七星接头件51连接指示灯盒。当工作时,六个指示灯全亮则说明叶片已经可靠定位,非常明了。
3.4.4 绝缘系统设计
由于引入了电路检测系统,所以各定位件与本体之间的绝缘性就得考虑。绝缘材料的选择分为两部分:型腔温度高,正常工作温度达158度左右,温度变化范围大,要求材料具有一定的热稳定性及强度;外部工作环境较好,只要求有一定强度,所以选用夹布胶木即可。
对于型腔部分的衬套,最初设想采用陶瓷压铸成型或在定位销上喷涂陶瓷,但其成本太高,材料抗冲击性差;选择范围缩小到工程塑料材料上,聚四氟乙烯强度低刚性差,聚酰亚胺价格昂贵,尼龙66均能达到温度及强度要求,最终选择了这种材料。工作现场也证明这种选择是正确的。
3.4.5冷却系统设计
在本体件1、2、3上开有通冷却水的循环通道,以降低本体温度,使浇铸块快速冷却,提高生产效率;同时增加塑料衬套的使用寿命,并使其强度不致于降低很多。
3.4.6 减重系统设计
通过件10、12等可使浇铸块重量减轻三分之一左右,以降低工人的劳动强度。
4. 结论
此低熔点合金精密定位浇铸夹具系统完全实现了即定功能要求,满足了生产,结构紧凑,定位可靠,操作方便快捷,效率高,成本低廉,现场反应良好。
参考文献:
郭文友编著. 航空发动机叶片机械加工工艺. 国防工业出版社. 1994.
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF