1 引言
工序图是工艺设计结果的图形表达式,也是工艺文件中重要的组成部分[1]。工序图的信息来源于零件描述信息和工艺过程文件[2]。在CAD/CAPP集成系统中,工艺过程的设计是自动进行的,工序图的设计也应自动生成。然而工序图的自动生成与手工绘制是两种完全不同的概念,主要面临如下几个困难。
(1)与工艺设计的同步问题。在整个CAPP系统中,工艺过程的设计变化要实时地反映到工序图上。同时,工序图所作的修改也能实时地反馈到工艺文件进行修改,即实现双向互动或互操作。
(2)工序图的生成是一个动态非线性过程[2][3]。工序图总是随着加工过程的进行在不断的变化,无法用一种固定的算法和方式绘制。
(3)工序图自动生成是一个完全由参数驱动的绘图过程[4],而参数化绘图目前还只能应用于一些比较简单的零件上(如轴类零件)。
(4)零件种类千差万别,很难用一种固定的方法绘制所有类型的全部工序图。
由此可见,在CAD/CAPP集成系统中,CAPP工序图的自动生成一直是一项难度比较大的关键性课题。
本文主要阐述了一种比较通用的CAD/CAPP集成系统下的CAPP工序图自动生成系统,并举出实例说明该方法在Pro/ENGINEER下的可行性。
2 CAPP工序图的生成机理
CAPP工序图自动生成的一个重要机理是自后往前的反推法。即:以三维零件模型为基础,根据工序在状态中已经形成的特征,一方面通过删除尚未加工的某些零件特征,另一方面根据工序尺寸修改某些特征的参数,生成某工序的三维工件模型,再生成二维工序图。
具体过程如下:从工艺路线的最后一道工序出发,将该工序所加工的所有特征的工序尺寸及其工艺信息去覆盖零件信息模型里的相应数据,覆盖后就相当于刷新一遍。这个新的信息模型就代表当前工序,如此一道工序一道工序地往前推,直到毛坯状态。实际上刷新的过程就相当于把加工过的材料再次“补”回去。如此得到每道工序的工件信息模型。再根据每个工件信息模型,调用CAD的一些API函数,就得到该道工序的工序图,最后得到的是毛坯图。
这种“自后往前”的生成方式带来的优点是:首先,出发点的状态明确,可通过程序确定加工过程中的状态;第二,工序图的生成过程是由复杂到简单,设计的自由度减少,给程序处理带来了很大方便。
3 工序图自动生成方式及生成流程
根据工序图自动生成机理,有两种生成方式:一是基于样板图的生成方式,二是基于三维工件模型的生成方式。前者主要应用于大规模、系列化生产,后者对复杂形状的零件比较适用。
3.1 基于样板图的生成方式
该方法的原理:采用基于工艺样板图尺寸置换的方法,即预先建立好样板图,然后自动调入样板图,将来自工艺数据库中的尺寸信息载入样板,即得到工序简图。该方法的优点是简单、方便。基于样板图的自动生成流程如图1所示。
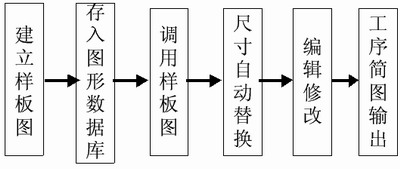
图1 基于样板图的自动生成流程
3.1.1 样板图的建立
预先建立各种典型零件的工序样板图。样板图的建立方式,采用从后往前的反推法,依次建立。对于那些形状极为相似的前后工序,可以共同建立一个样板,标出尺寸代号,如直径,可以标一个D。然后,将所有样板图都建立图号,存入图形数据库中。
3.1.2 样板图的调用
根据工艺设计系统提供的当前工序信息,得知其编号,然后自动从图形数据库中复制该样板图。
3.1.3 尺寸自动替换和驱动
根据预先建立好的工艺样板图中尺寸符号和加工特征参数的对应关系参照表,从工艺数据库中读取尺寸信息,然后自动替换样板中的参数符号。
3.1.4 编辑修改
上面的过程基本上已经生成了工序简图,这一步仅仅是对它进行完善(必要时)。如对尺寸值、偏差、粗糙度、形位公差以及定位夹紧符号等进行局部的整理和修改,并插入一些特殊的工艺符号等。
3.1.5 工序简图的输出
将生成的工序简图以DXF格式自动存入图形数据库。
3.2 基于三维工件模型的生成方式
该方法的原理:首先,根据CAD系统中的零件模型(特征模型)信息,并结合CAPP系统生成的工艺信息,自动判断每道工序该删除哪些已形成的特征,该修改哪些特征尺寸参数(按工序尺寸值),自动产生三维工件模型。然后,根据被加工特征的主要方位,将三维工件模型自动投影生成二维工序图。该方法的优点是灵活方便,可以生成任意复杂形状的工序图,并能充分满足工艺图动态变化的要求。基于三维工件模型的自动生成流程如图2所示。
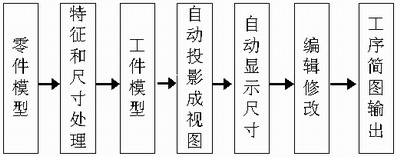
图2 基于三维工件模型的自动生成流程
基于工件三维模型的自动生成与基于样板图生成的主要区别在于:特征与尺寸处理模块和自动投影模块。特征与尺寸处理的信息来源于工艺数据库中读入的工艺过程信息:加工特征集和尺寸属性集。其中加工特征集由加工特征数目、加工特征名称、加工特征ID和加工特征类型等属性组成。尺寸属性集主要由尺寸的ID、尺寸值、尺寸上下偏差以及其他相关属性组成。在零件加工的过程中,这两个特征集会随着加工过程的进行而产生动态变化,控制这两个特征集就可以控制工件模型逐步生成。处理过程如下。
(1)判断加工特征集,对于前后两道工序来说,比如,第Np道和第Np-1道工序,若特征集一样,则第Np道工序没有新增加特征;若特征集不一样,则表明第Np道工序里的某个特征是第Np-1道工序里没有的,则要在第Np-1道工序里删除该特征。
(2)判断尺寸属性集。若特征集一样,尺寸集也一样,则程序返回;若尺寸集不一样(主要是指相同尺寸ID,而值不一样的情况。因为基于同一个工件模型,其尺寸ID始终是不变的),则表明在这两道工序里,尺寸值发生了变化,将变化的尺寸替换并驱动模型,于是便得到前一道工序的工件模型。
(3)程序的控制是利用工序数目设定循环,在每生成一个工件模型后,工序数目就减1,比如工序数为Np的零件,当最后的工序数由Np递减到0时,则一共得到Np个工件模型。
在工件模型生成之后,自动投影成视图模块所作的工作就是利用CAD的二次开发函数,将手动投影变成一个自动的过程。
3.3 工序图自动生成程序流程图
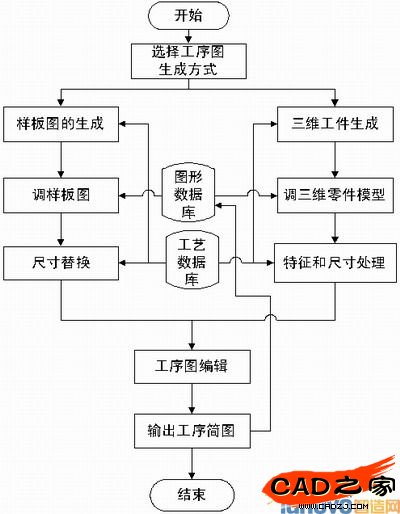
图3 工序图自动生成的过程流程图
4 在汽车零件CAD/CAPP集成系统中的应用
本文所述方法已在笔者院校为长春一汽底盘厂所开发的汽车零件CAD/CAPP集成系统中得以应用,使用方便,效果良好。下面就汽车底盘中的一个重要零件——转向节为例,来阐述基于Pro/ENGINEER下的CAPP工序图的自动生成过程。
4.1 CAD/CAPP集成系统总体框架
CAD/CAPP集成系统总体框架如图4所示。主要分成三大子系统。
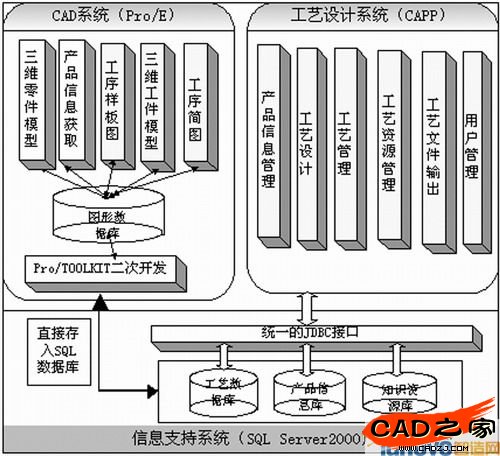
图4 CAD/CAPP集成系统总体框架
(1)以SQL Server数据库管理系统为平台的信息支持系统。存储与管理与本系统相关的全部数据,包括产品设计信息、工艺设计过程中生成的各种工艺数据、支持工艺设计的有关工艺知识和工艺资源。上述三大类信息分别储存于产品信息库、工艺数据库和工艺知识资源库中。
(2)以JAVA为开发工具自主开发的工艺设计系统。该模块提供了工艺设计集成界面,实现CAPP主要模块的功能并将各功能模块集成。该部分提供除工序图设计之外的全部功能。
(3)以Pro/ENGINEER为基础的图形设计系统。一方面用于设计人员建立产品模型,产生设计图样信息。另一方面,通过Pro/Toolkit二次开发工具,为工艺人员提供产品信息获取和工序图设计两大功能。
4.2 实现过程
图5、6表示从CAD系统到CAPP系统的集成过程。首先通过Pro/ENGINEER的二次开发自动生成工序图,然后输出为DXF格式,该DXF格式的文件能够被CAPP系统的JAVA程序自动调用,从而实现了一种异构平台的图形数据共享。下面是该工序图生成系统的一些特点。
(1)有一定柔性。当特征的增删导致工艺规程的变化,出现工序数增减的时候,工序图也能够自动地发生相应的调整;
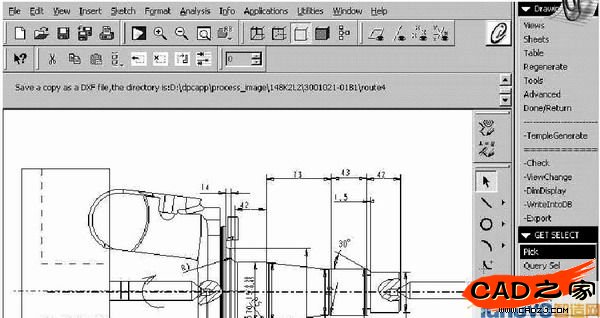
图5 Pro/ENGINEER系统的工序图
(2)可单独修改某个工序。如工艺人员发现某个工序必须重新生成一遍,而其他工序不变,则可以发送一个消息与工序图设计系统通信,单独修改该工序。
(3)交互设计。在工序图生成系统中,工艺人员可以单独修改某个尺寸,然后存入数据库,反馈到CAPP系统,实现二者的交互。
(4)视图变换。提供了一个很方便的视图变化菜单,可以根据需要任意绕X,Y,Z三个方向变化视图。
(5)特殊符号的添加。提供了一个特殊符号库,将Pro/ENGINEER中没有的,而企业常用的一些工艺符号做在符号库中。这些符号可以随意移动,大小也可以随意变化。
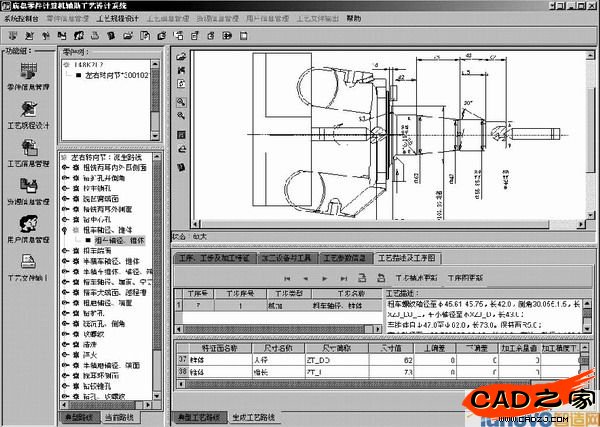
图6 CAPP系统的工序图
5 结束语
本文提出了CAD/CAPP集成系统中CAPP工序图自动生成的一种解决方案,并阐述了其在实践中的良好应用。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF