目前,以计算机技术为核心的信息技术在制造业中正得到广泛应用,信息化已经成为制造技术的重点发展方向之一。信息化的关键在于数据,没有数据的信息化只是一个空架子。而CAPP生成的工艺数据不仅是产品数据的重要组成部分,更是企业PDM、ERP等正常运行的“血液”。因此,CAPP实施好坏将是企业信息化建设成败的分水岭,深入开展对CAPP技术水平的跟踪和实施规律的研究,对现代制造企业意义重大、影响深远。
1. 制造企业集成与CAPP系统
现代集成制造系统(Contemporary Integrated Manufacturing System,CIMS)将信息技术、管理技术和制造技术相结合,并应用与企业产品全生命周期的各个阶段。通过信息的共享与集成、过程与资源的优化,实现物质流、信息流、价值流、知识流的集成和优化运行,从而提高工作效率和设计水平,最终提升企业的市场应变能力和核心竞争能力。
制造企业集成是在计算机网络技术、数据库技术和系统技术的支撑下,实现从设计、管理、到制造的数据共享和过程集成,图1是制造企业集成的结构框架。显然,CAD只是负责把设计思想变成图纸,生产过程则是大量离散事件的集合,它们都不能实现企业级集成,也无法给企业决策提供宏观指导。而CAPP通过产品数据的共享和系统间的协调,解决工艺数据的获取、处理、管理和积累问题,实现快速调集、优化整合、高效利用企业资源,并为企业决策提供支持。可见,CAPP系统是从设计到制造的桥梁,是产品信息的汇集地,是实现制造企业集成的真正有决定意义的关键性技术环节。
2. 系统设计要求
2.1 面向产品全生命周期
在知识经济时代,制造产品在向个性化、多品种、变批量方向发展,企业必须综合考虑产品的TQCSE,甚至还包括文化、社会效应。CAPP系统如果还停留在只是将图纸变成实物的功能,已经远远不能满足现代制造企业对CAPP的需求。作为企业活动的枢纽,CAPP应该参与企业从市场分析到售后服务的整个过程(如图1所示),从产品全生命周期出发,快速提供工艺数据、高效进行知识复用、及时获取相关信息、通盘优化设计结果、全程参与各项活动,实现大工艺流程的设计与管理。这要求CAPP系统能够在工程设计阶段,就考虑到设计的可制造性、可装配性与可维修性、工艺的可行性与可检验性、生产的成本与效益、产品进度与功能等,对产品的全生命周期表现作出工艺评价。
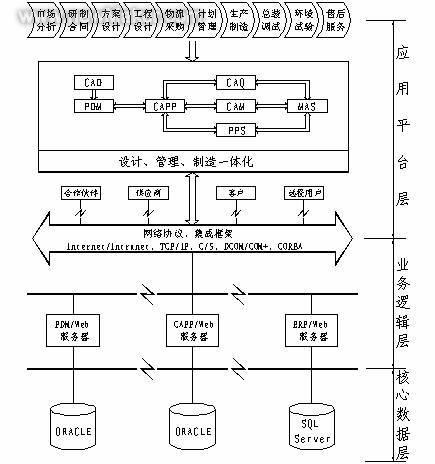
图1. 制造企业集成结构框架
2.2 支持并行工程
并行工程强调企业各项活动应尽早开始,并争取一次成功;强调系统间的相互联系、相互支持与相互制约;强调通过有效的交流与合作,达到整体优化,提高整个系统的柔性与竞争力。首先,工艺设计内部是多任务、多角色的,CAPP本身就必须是一个并行工作、协调进行、信息共享的平台。其次,CAPP要考虑零件功能要求、制造能力、环境试验、质量检验、生产成本、设备负荷以及计划进度等等,是各个系统间功能协调的中心。实现产品全生命周期表现的工艺评价,是CAPP系统支持并行工程的目标与关键。
2.3 实现企业集成
将PLM、WEB与数据库技术引入CAPP系统,建立一种多层分布式体系结构,实现CAPP系统内部以及与其他系统之间的数据并行传输和信息自动交换,实现知识的共享复用和信息的企业集成。集成是一个多层次、分阶段、循序渐进的过程,关键是做到企业信息在各系统间有序、可控、安全、方便的传递与交换。实现企业集成是CAPP面向产品全生命周期与支持并行工程的技术实现途径。
3. 关键技术分析
3.1 系统规划
工艺设计涉及到企业的生产类型、产品结构、工艺装备、技术水平等,具有很强的动态性和经验性,是企业生产活动中最活跃的因素。同时,在CAPP系统内部又存在机械、电子、基板、总装等多专业分工合作问题。所以,CAPP的实施是典型的复杂问题的求解过程。企业实践经验表明,系统规划需要解决好以下八个方面问题:系统目标、功能要求、体系结构、工作模式、业务流程、实施步骤、人员组织和支撑平台。一个充分、务实的系统规划是CAPP系统顺利实施的首要条件和最大保证。
3.2集成技术
基于信息共享的CAD/CAPP/CAM/PDM/ERP等的集成是现阶段企业集成应用实施的重点。系统间集成方法主要有四种:(1)统一数据库实现系统层的数据通信;(2)开发各自接口,互相访问对方; (3)采用动态数字交换技术(DDE);(4)以中性文件的方式。第一种方法最为理想,但开发实施难度也最大。PDM把设计BOM( D-BOM)以规定格式的EXCEL文件输出,CAPP系统对其进行父子关系调整后,再转换成自己的工艺BOM(P-BOM),该方法需要解决更改同步问题。CAPP的材料基础库采用与物流材料数据库自动同步的方法,实时获取材料信息,这要求物流数据库使用统一标准的信息模型以保证信息的复用。CAPP系统向PDM、ERP开放自己的数据结构,PDM、ERP就可以通过接口程序读取CAPP的工艺路线、工时定额以及统计汇总等信息。
3.3 基于P-BOM的工艺设计
BOM是一种产品结构化的信息表,它反映产品结构中物料与物料项之间的关联信息以及一种物料向另一种物料转化的衍变信息。工艺管理系统以D-BOM为源头,并根据工艺路线进行必要调整,创建产品P-BOM。新建BOM将与工艺数据库中已有文件比较,分成借用、变形和新设计零部件三个类别,根据分类进行新工艺文件的设计,再提交给工艺管理系统。管理系统根据P-BOM自动生成各类统计汇总报表,同时输出给其他系统,供企业经营决策、物资采购和生产组织。BOM的引入,意味着CAPP从面向单个零件转变成面向整个产品。CAPP系统以P-BOM为指导,围绕P-BOM展开各项工作。工艺设计就是P-BOM获取、调整、比较、组织和传递的过程。其中需要解决的技术难题有对D-BOM更改的处理以及多工艺版本的对应策略。
4. 系统功能介绍
中国电子科技集团38所从1997年开始实施应用CAPP。与手工设计比较,工作效率和质量有显著提高,设计更加规范,新人培养步伐得到加快,工艺快速反应能力大大提升。通过多年的企业实践以及对最新技术的跟踪研究,在CAPP的实施与应用方面有着很丰富的经验和较深刻的认识。在全所整体规划及系统自身发展的需求牵引下,从2003年开始,对原有系统进行技术升级,图2示意了新系统的功能模块与接口关系。
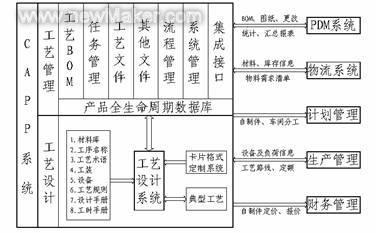
图2. CAPP系统的功能与接口示意图
工艺卡片定制系统提供标准工艺卡片模板,并建立工艺卡片与数据库的对应关系。工艺设计系统给设计人员提供一个在工艺基础库与典型工艺库的辅助下进行工艺设计的平台,完整的工艺文件提交给工艺管理系统进行审签流转。管理系统主要负责产品工艺文件(工艺过程卡、工序简图、工装图纸、NC程序等)的组织与管理以及系统、流程与接口的管理。在与其他系统的信息共享与集成方面:系统从PDM中获取D-BOM及更改信息,从物流系统同步材料与库存信息,并从生产管理系统提取设备和负荷情况;而将系统生成的各类统计汇总报表、物料需求清单、车间分工信息、工艺路线、工时定额、成本核算等信息分别向其他相关系统输出。新系统在老系统的基础之上,在对产品工艺信息的宏观描述与企业信息集成方面发挥出巨大优势。
5. 新一代CAPP系统的发展展望
5.1无缝集成
企业在实施信息化的过程当中,常会发现有时系统之间的信息流动不很顺畅,存在一些重复劳动、数据一致性较差、工作效率低等问题。解决办法是:建立应用平台层/业务逻辑层/核心数据层的分布式三层信息化结构体系,建立基于统一数据库的统一产品工作模型,并以产品BOM为核心开展各个系统的工作,所有信息一次录入,各系统间通过中间逻辑层实现对数据库的访问和信息的有序、可控、安全、方便的传递与交换,真正做到无缝集成。
5.2智能化
CAPP的智能化是建立在对工艺设计过程的科学研究以及计算技术基础之上,并引入专家系统、人工神经网络等人工智能技术,利用计算机的存储容量和运算速度,通过模仿和学习人类专家的思维,最大可能的取代人类专家的部分脑力劳动,并完善和发展人的智慧。智能化关键是要解决工艺知识的获取、表达与存储以及推理决策算法,核心是要将设计人员的经验、技巧和能力固化成符号化的知识和程式化的算法,推动工艺技术迈向真正的工程科学。
参考文献
[1] 陈宗舜主编. 机械制造业工艺设计与CAPP技术. 清华大学出版社,2004年7月第一版
[2] 中国机械制造工艺协会. 推广应用CAPP技术,提高工艺快速反应能力. CAD/CAM与制造业信息化,2003(12)
[3] 盛布云,冯站峰,倪小平,周祖德. PDM集成框架下CAPP与PDM的数据交换. 计算机集成制造系统-CIMS,2003(6)
[4] 叶文华,陈蔚芳,王宁生. GT/CAD/CAPP/PDM/ERP系统集成研究.制造技术与机床,2001(11)
[5] 黄乃康,张振明,许建新,贾晓亮,攀其瑾. CAPP技术发展的新阶段与智能化工艺信息系统(IPIS)构想. 机械科学与技术,2000(7)
[6] 邵新宇,蔡力钢主编. 现代CAPP技术与应用. 机械工业出版社,2004年10月第一版
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF