1 模拟软件的介绍
“华铸CAE”铸造工艺分析软件是分析和优化铸造工艺的重要工具,是华中科技大学经20多年研究开发,并在长期的生产实践中不断改进、完善起来的集成软件系统。它以铸件充型、凝同过程数值模拟技术为核心对铸件的成型过程进行工艺分析和质量预测,从而协助工艺人员完成铸件的工艺优化工作。多年来在提高产品质量、降低废品、减少消耗、缩短试制周期、赢得外商订单等方面为众多的厂家创造了显著的经济效益,在行业内享有广泛的声誉。
华铸CAE分析软件使用范围广,适用于铸钢类、球铁类、灰铁类、铝合金类、铜合金类等铸造材质;适用于砂型、金属型、壳型、铁模覆砂、熔模、低压、压力等铸造方法。华铸CAE分析软件可以进行流动充型过程、冷却凝固过程、充型换热耦合过程的分析,能预测夹渣、卷气、冷隔、浇不足、缩孔、缩松等缺陷。华铸CAE分析软件是国内功能强大、应用广泛的铸造工艺分析软件之一。
2 数值模拟的数学模型
液态金属的充型凝固过程可以看作是不可压缩粘性液体的流动。它使用传输原理里的动量方程(1)~(3)、连续性方程(4)、能量方程(5)来描述,通过这些方程建立起数值模拟的数学模型。
动量方程(三维Navier-Stokes方程)
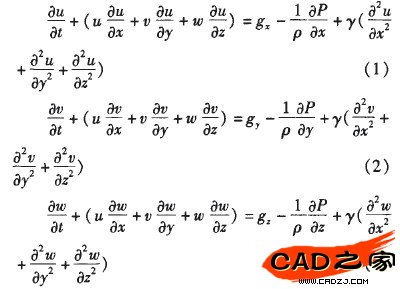
连续性方程
![]()
能量方程

体积函数
![]()
式中,u,v,w分别为网格点(x,y,z)流速在3个坐标轴方向上的速度分量,m/s;
![]() ;P为压力(不包括表面张力的作用),N;ρ为液体的密度,
;P为压力(不包括表面张力的作用),N;ρ为液体的密度,
![]() ;t为时间,S;Υ为液体的运动粘度,
;t为时间,S;Υ为液体的运动粘度,
![]() ;F为体积函数;
;F为体积函数;
![]() 为比热,J/kg·K;T为温度,K;λ为导热系数,W/m·K;Q为热源。
为比热,J/kg·K;T为温度,K;λ为导热系数,W/m·K;Q为热源。
华铸CAE软件系统采用的数值计算法是有限差分法,其流动场数值分析是基于SOLA—VOF方法,该CAE软件系统是用体积函数即方程(6)来跟踪自由边表面的位置,另外该系统采用惯性原理和连续性原理相结合的方法比较合理地处理了自由表面的速度边界条件。
3 熔模铸造的热交换特点
熔模铸造与普通的砂型铸造相比,具有以下特点:(1)铸型多为薄壳,其本身的蓄热能力有限;(2)在浇注金属液之前,型壳需要经过高温焙烧和预热,并在热壳状态下进行浇注;(3)熔模铸造主要适合于中、小型尺寸的铸件生产。
以上三个特点使得在熔模铸造的传热过程中,整个铸型及其外表面处于较高的温度,铸件的凝固散热速度主要取决于铸型外表面与环境间的换热速度,两者之间的换热方式以自然对流和热辐射为主。
在普通的砂型铸造数值模拟中,为了简化计算,往往会忽略冒口/环境界面之间的热交换作用,认为铸件(包括冒口)完全被铸型包裹,等于仅有铸型和环境相接触。而事实上,在任何铸造过程中,冒口对铸件的凝固起着重要的作用,尤其是熔模铸造,冒口不仅影响着整个换热体系的热交换过程,而且对铸件起着重要的补缩作用。因此,要使熔模铸造铸件凝固过程温度场的数值模拟切合铸造实际,必须考虑冒口/环境界面换热。由于冒口内金属液面直接和大气接触,因此,在铸件凝固的整个过程中,冒口和环境之间亦同时以自然对流和热辐射进行热交换。根据以上特点,在选择熔模铸造物性参数和界面参数时,必须考虑熔模铸造工艺传热特点及铸型/环境、冒口/环境界面的热交换特点。
4 运用华铸CAE软件进行工艺方案分析
4.1铸件技术要求
零件是导向轮轮镦,为一回转体结构,最大直径φl80mm,最大高度94.5mm,内孔全部加工,其零件结构见图1。铸件材料为ZG270-500,10000件,大批量生产。按GB/T1800.3-1998要求,毛坯件尺寸公差要求达到IT12级。铸件需进行去应力退火,铸件毛坯表面喷砂处理。铸件不允许有气孔、缩松、裂纹、夹杂等影响强度的缺陷存在。

图1 导向轮轮镦零件图
4.2模拟软件参数的选取
根据熔模铸造热交换的特点,需要确定计算所需的物性参数和界面参数,如图2所示。
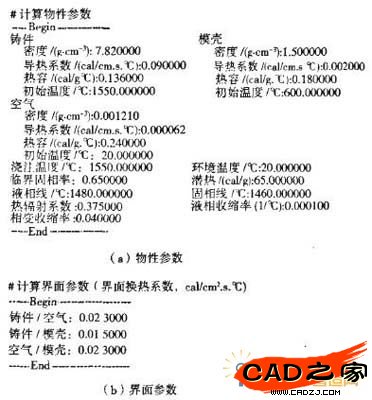
图2 物性参数和界面参数的选取
4.3 四种工艺方案的凝固过程模拟及分析
根据铸件技术要求,考虑生产加工工艺的简单化、易操作性、降低生产成本,并且易于保证产品质量,选取了四种工艺方案进行凝固过程模拟。工艺方案及其凝固过程模拟结果如图3所示。

图3 四种工艺方案及其凝固过程模拟结果
从图3可以看出,方案一在法兰的交叉厚壁处产生大量的缩孔、缩松缺陷,工艺出品率67%;方案二的缩孔、缩松集中在铸件中心部分,且缩松、缩孔部分的范围小于零件的轴孔,属于以后要加工掉的区域,故此方案可行,工艺成品率为70%;方案三在方案二的基础上,缩短了直浇道的高度,加大了浇口杯的直径并改变了其形状,改善了浇口杯及其直浇道对铸件的补缩效果,缩孔、缩松的体积都比方案二小,更能确保获得优质的铸件,并且方案三的工艺成品率提高到了74%;方案四采用侧注式浇注系统,金属液充型平稳,不容易产生夹渣、卷气等缺陷,但是不利于顺序凝固,铸件法兰交叉处有大量缩孔、缩松出现,工艺成品率为72%。综合以上的分析可以看出,方案三是最优方案,可以保证在凝固过程中铸件内部不会出现缩孔、缩松缺陷,并且工艺出品率在四种工艺方案中最高。
4.4最优工艺方案的充型过程模拟及分析
凝固过程的模拟可以确定铸件是否会带来缩孔、缩松缺陷,充型过程的模拟可以对浇不足、冷隔、卷气、夹渣等缺陷进行预报。对以上确定的最优工艺方案进行充型过程的模拟,其模拟过程如图4所示。
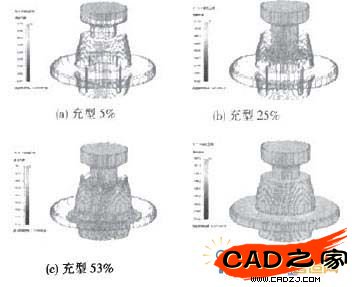
图4 最优工艺方案的充型过程模拟
从图4所示的充型过程可以看出,最先开始充型部位是浇1:3杯和直浇道,然后为铸件中心部位的回转体,当达到53%充型量时,金属液开始从法兰的内部向外部进行充型,这样的充型顺序能够保证充型平稳,无金属液的飞溅,无气体和夹渣的卷入,避免充型缺陷的产生。
5 结论
(1)使用华铸CAE工艺分析软件能够准确、形象地描述金属液的充型过程和铸件凝固过程,预测充型缺陷和凝固缺陷,从而为确定最优工艺方案提供科学的依据,达到缩短工艺设计周期,降低生产成本,提高铸造行业竞争力的目的。
(2)根据熔模铸造热交换的特点,正确选择熔模铸造过程中的物性参数和界面参数是保证模拟结果可靠的关键。
(3)导向轮轮镦的凝固过程和充型过程模拟为华铸CAE软件在熔模铸造中的应用提供了一次成功实践。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF