压铸是近代金属加工工艺中发展较快的一种高效率、少无切削的金属成型精密铸造方法。与其他铸造方法相比,由于压铸工艺的生产流程短、工序简单而集中,不需要繁多的设备和庞大的工作场所,且铸件质量优、精度高、表面光洁度好,所以不仅可以节省大量的机械加工工序、设备和工时,而且具有金属工艺出品率高,节省能源、节省原材料等优点,所以压铸是一种“好、快、省”的高经济效益的铸造方法。目前,压铸这种工艺方法已广泛应用在国民经济的各行各业中,如兵器、汽车、摩托车和航空航天行业的产品零部件,以及电器仪表、无线电通信、电视机、计算机、农业机具、医疗器械、洗衣机、电冰箱、钟表、照相机、建筑装饰和日用五金等各种产品零部件的生产方面。
现在我国生产的一些压铸件,最小的只有几克,最大的铝合金铸件重达50kg,最大的直径可达2m。一些国家则依靠技术进步促使铸件薄壁化、轻量化,因而导致以往以铸件产量评价一个国家铸造技术发展水平的观念发生了根本性的改变,转而用技术进步的水平作为衡量一个国家铸造水平的重要依据。而铸件质量的好坏最终取决于压铸模结构设计、浇注系统设计以及排溢系统(包括抽真空)设计是否合理。
图1所示壳体属于多筋类零件,成型非常困难,因此对该模具的设计提出了更高的技术要求。在优化该模具结构的基础上,笔者通过应用华铸CAE软件进行模拟流动分析,最后得到了一个合理的流动设计方案,并在此基础上通过采用溢流排气系统来减少压铸缺陷,从而保证了铸件的质量和外观。

一、铸件工艺分析
该下盖铸件最小壁厚=1.2mm,易造成铝液填充不良,成型困难,使铝合金熔接不好,铸件表面易产生冷隔等缺陷,并给压铸工艺带来困难。
该零件材料为铝硅合金,除铝以外的杂质总量≤0.6%,抗拉强度≥345MPa,屈服强度≥180MPa,延伸率≤1.6%,硬度HBS≤160,外观铝锭为银白色,产品压铸成型后表面应平整光洁,粗糙度达到图样规定的要求,不得有影响该产品外观和装配的变形、裂纹和错边,非加工表面不得有严重的流痕、拉伤、冷隔、缩陷、气泡、飞边、欠铸和多肉等工艺缺陷。
该零件斜度的作用是减少铸件与模具型腔的摩擦,容易取出铸件,保证铸件表面不拉伤,从而延长压铸模使用寿命,故将其脱模斜度设定为外表面 (单边) 3°,内表面(单边)4°,芯销孔 (单边)3°。在压铸件的连接处采用适当的圆角(3) 过渡,避免零件上因没有圆角的存在而产生应力集中导致开裂,可以延长压铸模的使用寿命,不因模具型腔尖角的存在而导致崩角或开裂。
为了不影响产品外观,决定采用如图1所示的侧浇口进料,通过排溢系统进行抽真空,加快铸件的完整成型和收集料流前锋的杂质和冷料等,从而大大减少气孔和夹渣等现象的产生,确保铸件成型质量优良及其外观。
压铸成型工艺条件为:收缩率为0.55%,压室直径为95mm,每模周期为40s,低速压铸速度为(0.26±0.05)m/s,高速压铸速度为(2.1±0.2)m/s,高速压铸起点位置为(260 ±20) mm,铸造压力为(67.7±1.9)MPa,料饼厚度为(20±5)mm,汤温为(660±20)℃,留模时间为(13±2)s,模温为(160±20)℃。
二、模具结构设计
1.分型面的选择
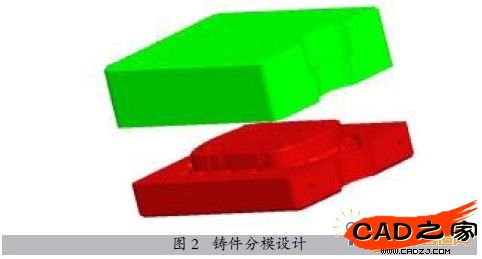
分型面是压铸模具动模和定模的接合面,主要根据铸件的具体结构确定。分型面在铸件上会留下痕迹,该痕迹称为分型线。因此在选择分型面时,要充分考虑一些注意事项,以避免由于分型面的选择不当所造成的不良影响。在综合考虑铸件顺利脱模、浇口布置和模芯的机加工工艺性等几方面因素的前提下,最后决定采用如图2所示的分模设计方法。
2.浇注系统及排溢系统的设计
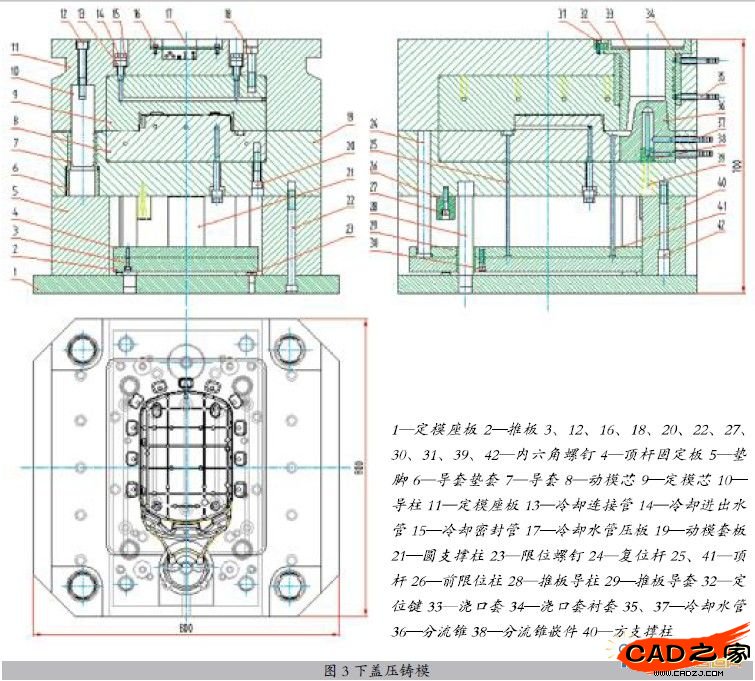
该模具采用1模1腔结构,由于铸件正反面都有加强筋,成型又非常困难,只能开设3个大截面侧浇口进料,采用分流锥导流,且分流锥与浇口套采用6°锥度研配,料饼厚度约为23mm。整个浇注系统是由直浇道、横浇道与内浇口三部分组成,横浇道截面形状大体为扇形,根部及角落处需倒圆角以进行更好地引流。横浇道和内浇口分别开设在动、定模芯上,为了保证铸件成型完全,尽量采用较大截面的内浇口。通过运用华铸CAE软件进行流动分析,最后得到如图3所示最佳的测浇口数量与位置,合理的流道系统形状和排布位置,并对模芯尺寸、内浇口尺寸和直横流道尺寸等进行优化设计,最终得到一种切实可行的流动设计方案。
为了改善压铸件内部组织和减少压铸缺陷,最后决定在产品末端开设溢流槽(图3),其后又开设排气槽并进行抽真空处理,以便能及时排出型腔中的气体、气体夹杂物、涂料残渣及冷污合金等,作为保证铸件质量和消除某些压铸缺陷的重要措施之一。排气槽设在分型面及溢流槽的尾部,排气槽深度≤0.4mm,宽度为10mm,并且采用曲折排气槽进行排气,以防溢流,同时铸件还可利用模芯和镶块的配合间隙以及顶杆与顶杆孔的配合间隙进行排气。
3.脱模机构设计
为了顺利顶出铸件,在该模具下端面周向均匀设置顶杆进行顶出。整个脱模机构采用复位杆(图3中24)进行复位,通过推板导柱(图3中28)和导套(图3中29)进行导向定位。同时,依靠限位螺钉(图3中23)和前限位柱(图3中26)进行限位,并且加工时必须保证4个限位螺钉和4个前限位柱分别等高,以保证铸件顶出时平稳可靠。
4.模温调节系统设计
该模温调节系统主要根据动、定模芯的结构特点以及模具元件的分布来布置水道。为了避免冷却水道与相关的模具元件不发生干涉,且不影响其冷却效果,决定采用如图3所示的一进一出的冷却水道,以增加其冷却效果。水道直径为10mm,并在动、定模芯进水口与出水口处安装铜制冷却水管,而模具上所有冷却水管全部集结在压铸机的钢制积水包上。为防止分流锥处热量过于集中,在分流锥 上采用如图3所示的分流锥嵌件(图3中38)进行导流冷却处理。分流锥(图3中36)与浇口套(图3中33)的冷却水道直径为8mm,均为一进一出的冷却水路。同时,合模前压铸机喷淋装置会自动喷冷却液来冷却模具。
5.模具结构及工作过程
该模具属于两板模,其最大外形尺寸为800mm×800mm×700mm,模架定制。根据锁模力大于胀型力的设计原则,以压铸模厚度和允许开模距离为依据,最后决定选用UBE900t压铸机。模具所有活动部分保证定位准确,动作可靠,不得有任何歪斜和卡滞现象,固定零件不得有相对窜动,其结构如图3所示。
模具工作过程为:动、定模合模,熔融铝液通过汤勺(其规格为2.1Kg)注入模具浇口套(图3中33)中,通过压铸机的冲头将铝液压入密封型腔内,经保压、冷却后,开模。开模时,动、定模分开,到达设定开模行程400mm后,压铸机顶出油缸开始工作,模具顶出机构在装有油缸的压铸机顶杆带动下将铸件从动模芯(图3中8)中顶出,当运动到设定顶出行程40mm后取出铸件(含定模侧的流道、积渣包及气道中的凝料)。接着压铸机喷淋装置会自动喷冷却液来冷却模具,随之动、定模合模,压铸机顶出油缸带动模具顶出机构复位,一个压铸周期也随之完成。
三、压铸模选材和热处理要求
在进行压铸模具设计时,选材非常重要,如果模具材料选择得不恰当,很可能会影响模具的使用寿命和工作效率,因此,必须严格按照制造工艺合理选择模具材料。材料选择好后还必须制订严格的热处理方法和硬度,如果热处理不当,很可能导致模具寿命急剧下降,从而影响公司的正常生产,如表所示。
四、模具组装技术要求
压铸件尺寸精度的高低主要取决于模具的组装技术要求,为了生产出优质的压铸件,必须对模具的组装提出严格的要求。该模具的的组装技术要求如下。
(1)模具分型面与安装平面或支承面之间的平行度偏差,在200mm长度以内不大于0.05mm。
(2)模具安装在压铸机上时,其分型面应保持良好的闭合状态。允许有不大于0.05mm的间隙(排气槽除外)。
(3)成型镶块和浇口系统零件的分型面不允许低于模板分型面,其高出不得大于0.1mm。
(4)导柱和导套在装配后,其轴线与模板平面的垂直度偏差,在200mm内不大于0.03mm。
(5)模具的各活动零部件装配后应灵活,在室温状态下用手施力时,各相互关联的活动零部件不应产生卡滞现象。
(6)顶杆允许高出成型表面不超过0.1mm,复位杆则应与定模的分型面接触为准,允许低于分型面不超过0.05mm。
(7)推杆在推杆固定板中应灵活转动,允许其轴向窜动量不大于0.05mm。
(8)模具上开设的排气槽应呈曲折状引出,其深度在0.1~0.15mm,严禁将排气槽从型腔直接引向操作者的一侧。
(9)流道转接处应光滑连接,镶拼处应密合,拔模斜度≥5°,表面粗糙度 。
。

五、结束语
该模具设计在克服压铸件成型时间短、多筋类薄壳铸件成型较为困难等工艺缺陷的基础上,通过合理采用侧浇口进料来浇注压铸件,经生产实践验证,该模具结构设计合理,动作平稳、可靠,压射出的压铸件尺寸精度高,表面平整、光洁,无任何影响外观和产品性能的变形、裂纹和错边等工艺缺陷。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF