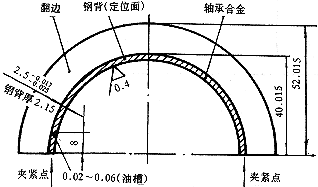
轴瓦是用于发动机内曲轴轴颈等部位的滑动轴承,其构成是由一种以钢带为衬底、表面附着一层轴承合金的双金属钢带,并通过一系列的加工而成。这层轴承合金通常有三种:巴氏合金、铝锡合金和铜铅合金。本机是为绍兴纺织机械厂设计制造的用于加工EQ140-1主轴翻边瓦(图1)的内圆精加工拉床。此主轴翻边瓦的轴承合金为铝锡合金,拉床切削的部分即为轴承合金层部分。
1.床身 2.上料装置 3.夹具 4.拉刀 5.下料装置
6.理料槽 7.油缸 8.控制电柜 9.液压站
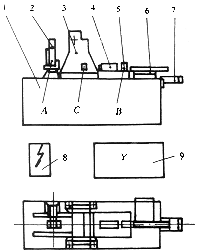
图2 机床总体布局
5 机床的主要部件及技术要求
机床的夹具采用龙门式结构(见图3),具有支承拉胎、夹紧工件的功能。由于夹具要承受全部的拉削力,所以要有足够的刚性,以抵挡拉削时大约20000N的冲击力。
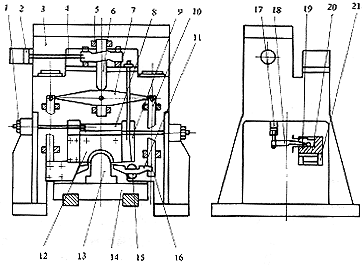
图3 夹具
夹紧机构是夹具的关键部件。第一,要求在夹紧时不影响拉削过程,由于轴瓦的夹压点在轴瓦对口面的钢背上,而钢背厚度为2.15mm,夹压宽度最大为2mm,故每次动作时压板的位置一定要准确,以免压多了碰刀,压少了又压不着。所以压板要设定定位台阶。放松时压板缩回要充分,以免下料时碰零件。第二,夹紧力要合适,一般夹压力为检测轴瓦高度时所施力的150%,本机为11000N,较为适宜。如果夹紧力太大,会在轴瓦夹压点上留下夹压的痕迹;夹紧力太小,轴瓦定位面与拉胎定位面的贴合率达不到80%以上,又会影响拉削精度的稳定性。第三,轴瓦两个对口面上夹压力要相等,否则轴瓦便会在拉胎内转动。本机床采用对称的拉杆施力机构,可使两边的夹压力相等。第四,夹紧要自锁,以免在拉削中油缸大量进油时引起油压波动而影响产品精度的稳定性。本机床采用斜面自锁装置,自锁角度为13°(见图3),能可靠地锁紧。
拉胎是一个高精度的零件,夹具体上拉胎支承面也要求有较高的精度。但由于安装后拉胎圆弧面的曲线与圆拉刀的轴线难以同心,所以拉胎在夹具上应有上下左右的微量调整,见图3。本机采用1∶100的斜面进行调整,方便可靠,精度保持性良好。
由于轴瓦是个有弹性的零件,当夹紧压板松开后,零件一般不会自己掉下来,所以需要在钢背上打击一下。为了不把零件打伤,材料装置(见图3)中的打料杠杆有意削掉一部分,形成一个薄弱的缺口,以便增加弹性,缓冲打击力,既避免打伤零件,又不影响加工的节拍。
滑台(见图4)是带动拉刀进行切削的动力部件,其好坏直接影响着零件的加工精度。本机床的滑台为一油压驱动滑台,该滑台要有较高的直线运动精度、较大的推动力(本机油缸推力为35000N)和较高的运动速度。这不仅可以提高效率,而且可以改善零件的表面粗糙度和减少切削阻力。其滑台的拉削速度为20m/min,返回速度为34m/min。而旧式的滑动导轨滑台是难以达到这些要求的,因此,本机床采用无间隙滚动导轨,选用六个滑块(每根导轨三个滑块,见图4),并提高了滑鞍的刚性和承载能力。由于滚动导轨具有较高的直线运动精度(0.008/1000)和较小的滚动摩擦系数(0.005),而且可以对导轨进行预紧,形成无间隙滚动,从而保证了滑台在较大的负载阻力下能平稳地作直线运动,不仅发热较小,而且维修和更换都很方便。
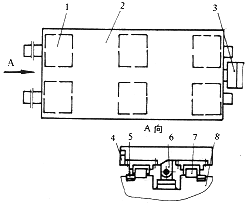 1.滑块 2.滑鞍 3.油缸 4.压板 5.压块 6.油缸支座 7.导轨 8.床身
1.滑块 2.滑鞍 3.油缸 4.压板 5.压块 6.油缸支座 7.导轨 8.床身
图4 滑台#p#分页标题#e#
滑台油缸也是一个关键部件,由于滑台的运动速度较高,所以油缸要有良好的缓冲装置,以减小冲击。本油缸采用前、后盖可调缓冲装置,见图5。以后盖为例,其原理为:当件4进入件3后,三角槽开始节流,A腔油通过三角槽进入B腔;当三角槽封闭后,A腔油经过可调节流锥阀进入B腔,从而形成比三角槽更小的节流,并形成缓冲。此种结构产生的缓冲效果理想,即使机床在高速运行后再停止,也感觉不到有冲击现象。
1.活塞 2.缸筒 3.节流环 4.阻尼套 5.节流锥阀 6.油口 7.挡铁 8.后盖 9.活塞杆 10.钢球 11.弹簧 12.三角槽
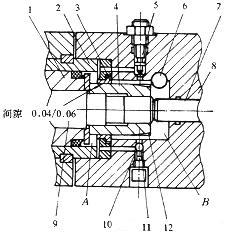
图5 缓冲装置
刀具与零件的加工质量有着最密切的关系。本机床的拉刀由9片圆形刀片用心轴贯穿锁紧而成(见图6),第1~第4片为粗切削刀片,每齿升量均为0.1mm,第5~第8片为切齿和校对齿,齿升量见表2。第9片为偏心安装(心轴后部有个向下偏心2mm的台阶),用来切削轴瓦两边的油槽。整个拉刀由刀架固紧在滑鞍上,松开时每个刀片均可转动。当刀片磨损后,将刀片转动180°可继续使用。另外,拉刀在使用之前最好研磨一下,这样拉出的轴瓦精度稳定,拉削面光亮如镜,粗糙度可达Ra0.1μm;否则拉出的零件表面上有一条一条的痕迹。

1.托料板 2.集料槽 3.弹簧 4.隔料板 5.螺母 6.顶料口 7.撞块 8.滑台 9.支架 #p#分页标题#e#
 1.滑台 2.推料器 3.滑道 4.滑块 5.拉簧 6.理料槽 7.支架
1.滑台 2.推料器 3.滑道 4.滑块 5.拉簧 6.理料槽 7.支架
图7 上料装置
图8 下料装置
6 结束语
本机床经用户几年的使用表明:能自动正常运行,故障少,精度稳定。其稳定精度为:壁厚公差为0.007mm,表面粗糙度为Ra0.1μm,生产率为650片/小时。本机床只需要更换拉胎部件、拉刀(同直径不换)和调整集料槽,就可适应不同种类、不同规格、不同材料轴瓦的加工,其不足之处是排屑不很理想。
1.微调螺母 2.夹紧油缸 3.夹具体 4、6、10.拉杆 5.斜槽滑块 7.平衡杠杆 8、9.微调斜块 11.压板 12、21.拉胎 13.刀具 14.滑台 15.转轴 16.转销 17.打料油缸 18.打料杠杆 19.挡块 20.打料滑块相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF