微丝在纺织行业中有广泛的应用,微拉属于拉丝机行业,它是新兴的未来发展潜在空间极大的行业。近年来随着人们生活水平的不断提高,对于穿衣的要求也逐渐趋于理性。在高档体恤、衬衣、毛衣、手套、袜子等衣物中都会用到微丝,以减少电磁辐射和防止静电对人体的影响。该行业在国外已经趋于成熟,但在国内该行业还处于起步阶段,中国是纺织大国,可以预期在不远的将来随着生产关键技术的解决,该产业将会迅速发展。微拉拉出的微丝要能成为成品丝,必须经过退火这一道关键的工序,以去除不锈钢丝的张力。在为客户成功地开发出了微拉机后,紧接着又为客户成功地开发出了退火装置,生产实践表明,开发出的系统运行稳定可靠。以下对开发中的一些关键技术问题作粗略讨论。
微拉机控制相关技术
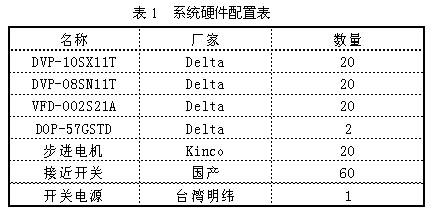
现在以设备的左右两边各20头的退火一边为例(另一边相同),系统框图如图1所示。系统中的硬件设备选型,如可编程控制器,步进电机、接近开关和开关电源等如表1 所示。

对微拉机控制的要求有别于退火控制系统,尽管两个系统有一定的相似之处,退火系统在控制要求方面更加强调排线的效果,因为成品丝目前主要市场是在国外,国外厂家用户对于排线的要求非常高,以保证在倒丝时不会出现叠丝和绕丝的现象,相比之下微拉机则更加注重张力的控制,因此两个控制系统在控制要求谁是有差别的。但它们有相似之处,以往的微拉退火设备在电气传动方面要求比较简单,设备的左右两边一般各10个头,共20个单元。每边只有一套电气设备(收丝、排线),其它全部是机械联动,所以导致在生产过程中,如果有一个头断丝或者出现问题,该单元不能单独停止工作,要停止工作只能20个头或10个头都全部停止,以进行故障处理,排除故障后再启动机器运行,因此影响生产效率。此外不能同时将不同规格的丝进行同时退火,很不灵活,加上机械的磨损,使得排线参差效果不齐,控制效果极差。在这种情况下,设备厂家纷纷要求电气升级,要求做到单头单控,我们用台达工控套件产品开发出了性价比极高的系统。
从图1可见,电气设备的控制由PLC执行。控制中用到的相关专业术语解释如下:节距,指排线时每两根丝之间的距离,单位为丝;步距角,步进电机每接收一个脉冲所转动的角度,本系统所选KINCO的步进电机,步距角为1.8°,选择4细分。因此步进转动一圈需要800个脉冲,因为步进通过丝杆连接排线装置.丝杆的导程为4mm=400丝,所以1丝对应于两个脉冲。
控制工艺及要求可概括如下:(1)退火速度最高达到15m/s以上,退火丝径:1.03-6丝;(2)退火的线速度恒定;(3)启动、停车要平稳,不能断丝;(4)排线要均匀,不能中间高两头低或中间低两头高;(5)斜排量要精确,启动时排线从右极限开始向左极限运行,当运行至左极限,排线电机立即反向向右极限运行;(6)自动停车的功能,当实际收线的重量大于或等于在人机上设定的重量后,自动停车,同时保证定排线和收线电机同步减速停止,保证张力的恒定,不能断丝;(7)能实时根据材料密度,收线速度,运行时间计算出当前收线的重量,在人机上显示。
技术工艺说明
(1)线速度恒定
退火的速度要求从空芯卷径到满卷卷径的过程中,线速度保持恒定。这是为了保证退火的均匀,同时也使排线比较均匀。为了实现这样的效果,需要实时地计算卷径,其方法是通过每层进行叠加的方式进行,因此在HMI上需要让操作者输入微丝的线径、空芯卷径。当排线从一边排到另一边时,收卷的卷径增加2倍微丝的线径。所以在生产过程中,对排线电机从一端到另一端运行的次数要进行累计,然后将得到的该参数乘以2再加上空芯卷径,就能够实时地算出当前的收卷卷径。因为线速度是在HMI上设定的,在整个生产过程中始终保持恒定,因此可知,随着收卷卷径由小到大变化,收卷电机的转速是逐渐下降的。反应到变频器上就是运行频率是逐渐降低的。#p#分页标题#e#
(2)排线要求均匀
排线均匀是为了防止出现叠丝的现象。保证排线均匀的主要要求是排线的速度要随着收卷转速的变化而变化。同时要求跟随性能好,即排线的响应速度要快,一旦收丝电机的转速发生变化了,排线电机要立刻就能作出相应的反应。排线控制与以下因素有关:与收线电机的转速成正比;与线径成正比;与节距成正比。
其计算数学公式可以归纳为
上式中:Kd,排线速度系数,在调试中根据调试效果确定;F收线,收线电机的运行频率; D线径;丝的直径,单位为丝;τ节距,线轴上丝与丝之间的距离,单位为丝。
Kd的调整方法是将F收线、D线径和τ节距都换算成标准单位,因为收线的频率给定是通过模拟量给定的,在做运算时,5000对应50Hz. D线径换算成长度,单位为丝;τ节距换算成标准的长度,单位为丝,通过乘以Kd(0
(3)排线步进最高频率的计算
当收线速度达到最大值,线径最大,节距最大,当线轴为空芯卷径时排线速度最高,排线前进后退可通过1丝相应于2个脉冲转换,,因此可以计算出排线电机的最高脉冲频率小于10K, PLC完全满足控制要求,KINCO步进电机性能为脉冲频率在2K左右时, 对速度命令的加减速处理的相当平滑, 基本上不会出现失步现象。系统启动后, 加减速是通过点动按钮进行加减速的, 加减速的过程比较慢并且比较平缓,所以通过公式算出来的N排线本身就是由小到大变化的, 随着收线电机频率的升高而逐渐增大,巧妙地避开了步进电机升降速需要平滑的问题。因此不需要在程序中对排线电机进行加减速的处理,使得程序大大简化,只要将Kd调整好,就能保证排线电机速度严格地按照收线电机的速度由小到大或由大到小的变化。
(4)斜排量精确
斜排量精确可以保证在放丝时不会出现叠丝和断丝的情况,具体方法是将控制排线电机的脉冲输出接到PLC的高速计数的端子上,进行高速计数,当排线运行到一端时,就可计算出需要发送的脉冲数,这样处理后,可以消除斜排量的累计误差。因为每次排线总是先到极限位置后,然后才按照高速计数的设定值再运行相应的行程,不存在累计误差,同时为了用户能对斜排量进行手动微调,在上述基础上还加上一个可调节变量,该变量可正可负,对算出来的斜排量(以脉冲为单位)加一或减一,以使斜排量更加准确。
系统运行实现
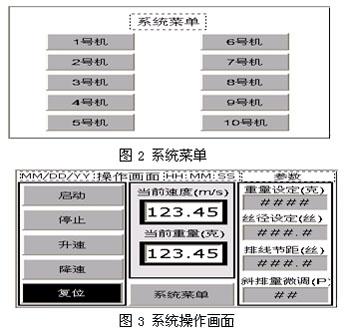
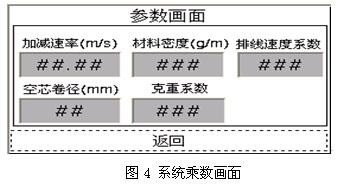
系统运行操作是通过人机界面实现的。通过三个画面可完成是一个单元所有的操作,如图2、图3和图4所示。整个退火设备有20个单元,每个单元在人机界面上都有相同的这三个画面。只不过各元件对应的PLC的站号不同,其它均相同。通信方式采用COM2以RS-485的方式与PLC连接,一个人机可带10台PLC,两个人机共带20台PLC。
结束语
上述微拉机控制系统和退火装置控制系统的开发均采用台达工控套件产品,生产实践表明,开发出的系统运行稳定可靠,受到用户好评,说明台达工控产品是经得起市场考验的。#p#分页标题#e#
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-28计算机辅助设计与制造 21世纪全国应用型本科大机械系
- 2021-08-27计算机辅助设计与制造 21世纪全国应用型本科大机械系
- 2021-08-23零基础学AutoCAD 2012电气制图工程应用 [张立富,陈刚,彭
- 2021-08-22AutoCAD 室内装潢设计应用大全中文版 [马永志,郑艺华,刘
- 2021-08-22AutoCAD 2013应用与开发系列中文版AutoCAD 2013室内装
- 2021-08-22AutoCAD 2013应用与开发系列中文版AutoCAD 2013机械图
- 2021-08-19清华社“视频大讲堂”大系AutoCAD 2012中文版机械设计