1、数控机床的加工过程
将被加工零件图纸上的几何信息和工艺信息用规定的代码和格式编写成加工程序,然后将加工程序输入数控装置,按照程序的要求,经过数控系统信息处理,分配,使各坐标移动若干个最小位移量,实现刀具与工件的相对运动,完成零件的加工
数控加工中数据转换过程
SHAPE * MERGEFORMAT
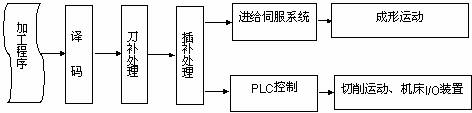 q 译码(解释)
译码程序的主要功能是将用文本格式(通常用ASCII码)表达的零件加工程序,以程序段为单位转换成刀补处理程序所要求的数据结构(格式)。该数据结构用来描述一个程序段解释后的数据信息。它主要包括:X、Y、Z等坐标值;进给速度;主轴转速;G代码;M代码;刀具号;子程序处理和循环调用处理等数据或标志的存放顺序和格式。
q 刀补处理(计算刀具中心轨迹)
用户零件加工程序通常是按零件轮廓编制的,而数控机床在加工过程中控制的是刀具中心轨迹,因此在加工前必须将零件轮廓变换成刀具中心的轨迹。刀补处理就是完成这种转换的程序。
q 插补计算
本模块以系统规定的插补周期△t定时运行,它将由各种线形(直线,园弧等)组成的零件轮廓,按程序给定的进给速度F,实时计算出各个进给轴在△t内位移指令(△X1、△Y1、…),并送给进给伺服系统,实现成形运动。这个过程将在下面进一步叙述。
q PLC控制
PLC控制是对机床动作的“顺序控制”。即以CNC内部和机床各行程开关、传感器、按钮、继电器等开关量信号状态为条件,并按预先规定的逻辑顺序对诸如主轴的起停、换向,刀具的更换,工件的夹紧、松开,冷却、润滑系统等的运行等进行的控制。
2、 数控加工轨迹控制原理
SHAPE * MERGEFORMAT
q 译码(解释)
译码程序的主要功能是将用文本格式(通常用ASCII码)表达的零件加工程序,以程序段为单位转换成刀补处理程序所要求的数据结构(格式)。该数据结构用来描述一个程序段解释后的数据信息。它主要包括:X、Y、Z等坐标值;进给速度;主轴转速;G代码;M代码;刀具号;子程序处理和循环调用处理等数据或标志的存放顺序和格式。
q 刀补处理(计算刀具中心轨迹)
用户零件加工程序通常是按零件轮廓编制的,而数控机床在加工过程中控制的是刀具中心轨迹,因此在加工前必须将零件轮廓变换成刀具中心的轨迹。刀补处理就是完成这种转换的程序。
q 插补计算
本模块以系统规定的插补周期△t定时运行,它将由各种线形(直线,园弧等)组成的零件轮廓,按程序给定的进给速度F,实时计算出各个进给轴在△t内位移指令(△X1、△Y1、…),并送给进给伺服系统,实现成形运动。这个过程将在下面进一步叙述。
q PLC控制
PLC控制是对机床动作的“顺序控制”。即以CNC内部和机床各行程开关、传感器、按钮、继电器等开关量信号状态为条件,并按预先规定的逻辑顺序对诸如主轴的起停、换向,刀具的更换,工件的夹紧、松开,冷却、润滑系统等的运行等进行的控制。
2、 数控加工轨迹控制原理
SHAPE * MERGEFORMAT
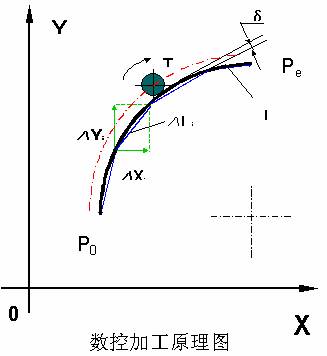 Ø 图为欲加工的圆弧轨迹L,起点为P0,终点为Pe。CNC装置首先对圆弧进行逼近处理。
Ø 系统按插补时间⊿t和进给速度F的要求,将 L分割成若干短直线
⊿L1,⊿L2,…,⊿Li,…,
这里:
⊿Li = F⊿t (i=1,2,…)
F:用户给定的进给速度
⊿t:数控系统插补周期
Ø 用直线⊿Li逼近圆弧存在着逼近误差δ,但只要δ足够小(⊿Li足够短),总能满足零件的加工要求。
Ø 当F为常数时,而⊿t对数控系统而言恒为常数,则⊿Li的长度也为常数⊿L,只是其斜率与其在L上的位置有关。
Ø 插补运算
² 将⊿Li分解为X 轴及Y 轴移动分量DXi和DYi(在Dti时间内),要求满足:
Ø 图为欲加工的圆弧轨迹L,起点为P0,终点为Pe。CNC装置首先对圆弧进行逼近处理。
Ø 系统按插补时间⊿t和进给速度F的要求,将 L分割成若干短直线
⊿L1,⊿L2,…,⊿Li,…,
这里:
⊿Li = F⊿t (i=1,2,…)
F:用户给定的进给速度
⊿t:数控系统插补周期
Ø 用直线⊿Li逼近圆弧存在着逼近误差δ,但只要δ足够小(⊿Li足够短),总能满足零件的加工要求。
Ø 当F为常数时,而⊿t对数控系统而言恒为常数,则⊿Li的长度也为常数⊿L,只是其斜率与其在L上的位置有关。
Ø 插补运算
² 将⊿Li分解为X 轴及Y 轴移动分量DXi和DYi(在Dti时间内),要求满足:
 且有:Fx = DXi / Dti
Fy = DYi / Dti
² ⊿Li 的斜率和F 的分量Fx、Fy以及比值Fx /Fy都在不断变化。
Ø 指令输出
² 将计算出△ti 在时间内的和作为指令输出给Y轴,以控制它们联动。即:
DXiÞ X 轴; DYi Þ Y 轴
只要能连续自动地控制X,Y 两个进给轴在△ti时间内移动量,就可以实现曲线轮廓零件的加工。#p#分页标题#e#
且有:Fx = DXi / Dti
Fy = DYi / Dti
² ⊿Li 的斜率和F 的分量Fx、Fy以及比值Fx /Fy都在不断变化。
Ø 指令输出
² 将计算出△ti 在时间内的和作为指令输出给Y轴,以控制它们联动。即:
DXiÞ X 轴; DYi Þ Y 轴
只要能连续自动地控制X,Y 两个进给轴在△ti时间内移动量,就可以实现曲线轮廓零件的加工。#p#分页标题#e#
q 译码(解释)
译码程序的主要功能是将用文本格式(通常用ASCII码)表达的零件加工程序,以程序段为单位转换成刀补处理程序所要求的数据结构(格式)。该数据结构用来描述一个程序段解释后的数据信息。它主要包括:X、Y、Z等坐标值;进给速度;主轴转速;G代码;M代码;刀具号;子程序处理和循环调用处理等数据或标志的存放顺序和格式。
q 刀补处理(计算刀具中心轨迹)
用户零件加工程序通常是按零件轮廓编制的,而数控机床在加工过程中控制的是刀具中心轨迹,因此在加工前必须将零件轮廓变换成刀具中心的轨迹。刀补处理就是完成这种转换的程序。
q 插补计算
本模块以系统规定的插补周期△t定时运行,它将由各种线形(直线,园弧等)组成的零件轮廓,按程序给定的进给速度F,实时计算出各个进给轴在△t内位移指令(△X1、△Y1、…),并送给进给伺服系统,实现成形运动。这个过程将在下面进一步叙述。
q PLC控制
PLC控制是对机床动作的“顺序控制”。即以CNC内部和机床各行程开关、传感器、按钮、继电器等开关量信号状态为条件,并按预先规定的逻辑顺序对诸如主轴的起停、换向,刀具的更换,工件的夹紧、松开,冷却、润滑系统等的运行等进行的控制。
2、 数控加工轨迹控制原理
SHAPE * MERGEFORMAT
Ø 图为欲加工的圆弧轨迹L,起点为P0,终点为Pe。CNC装置首先对圆弧进行逼近处理。
Ø 系统按插补时间⊿t和进给速度F的要求,将 L分割成若干短直线
⊿L1,⊿L2,…,⊿Li,…,
这里:
⊿Li = F⊿t (i=1,2,…)
F:用户给定的进给速度
⊿t:数控系统插补周期
Ø 用直线⊿Li逼近圆弧存在着逼近误差δ,但只要δ足够小(⊿Li足够短),总能满足零件的加工要求。
Ø 当F为常数时,而⊿t对数控系统而言恒为常数,则⊿Li的长度也为常数⊿L,只是其斜率与其在L上的位置有关。
Ø 插补运算
² 将⊿Li分解为X 轴及Y 轴移动分量DXi和DYi(在Dti时间内),要求满足:
且有:Fx = DXi / Dti
Fy = DYi / Dti
² ⊿Li 的斜率和F 的分量Fx、Fy以及比值Fx /Fy都在不断变化。
Ø 指令输出
² 将计算出△ti 在时间内的和作为指令输出给Y轴,以控制它们联动。即:
DXiÞ X 轴; DYi Þ Y 轴
只要能连续自动地控制X,Y 两个进给轴在△ti时间内移动量,就可以实现曲线轮廓零件的加工。#p#分页标题#e# 相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF