汽轮机冷凝器(热交换器)管板通常选用低碳钢或低合金钢材料制造,但对于一些要求具有耐腐蚀性和较高机械性能的管板,则需选用铜镍合金材料BFe30-1-1,这种材料的化学成分和力学性能分别见表1和表2。
由于材料成分含镍较高,因此机械加工性很差,尤其对于在半封闭状态下进行的钻孔工序,加工更为困难。如采用W18Cr4V高速钢标准麻花钻加工,由于被加工材料韧性和粘性均较大,切削刃极易粘屑并产生积屑瘤,使刀具刃口迅速钝化,从而导致刀具校正刃与孔壁剧烈挤压和摩擦,产生刺耳噪声,加工几个或几十个孔后,刀具主切削刃和侧刃即严重磨损,如继续加工,则切屑会将管板孔壁拉出较深沟槽,严重时会造成钻头折断。为解决铜镍合金管板孔的加工难题,我们研制了新型钢结硬质合金钻头。
表1 BFe30-1-1化学成分
表2 BFe30-1-1力学性能
1 刀具材料
刀具材料选用株洲硬质合金厂提供的D3牌号钢结硬质合金,这是一种新型工具材料,由高速钢粉末和硬质合金粉末混合后压制、烧结而成,主要成分为W18Cr4V(70%)和WC(30%)。钢结硬质合金的使用性能介于硬质合金和高速钢之间,其硬度高于高速钢(热处理硬度68~71HRC ) ,而强度高于硬质合金,用其制作的麻花钻可在摇臂钻床上对铜镍合金管板孔进行钻削加工。钢结硬质合金钻头在结构及几何角度上作了某些改进,较为显著地提高了切削效率和刀具寿命,可以满足加工要求。在Vc=26~30m/min, f=0.36~0.50mm/r条件下,刀具每刃磨一次可加工150~300个孔。 #p#分页标题#e#
2 钢结硬质合金钻头的结构设计
钢结硬质合金钻头加工铜镍合金时,在提高切削效率和刀具寿命方面具有较大优势,但由于其强度低于高速钢刀具,如采用标准型式麻花钻结构,则无法进行正常加工。为此,需对钻头结构和几何角度作如下改进设计(见图)。
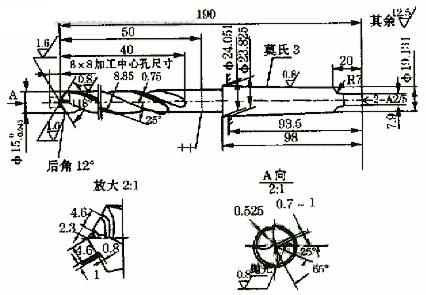
图 Ø15mm钢结硬质合金麻花钻
2.1 增大钻芯厚度K值
国家标准规定,钻芯厚度K 值每100mm增大1.4~2.0mm,现改为每100mm增大2.2~2.8mm。增大钻芯厚度可提高钻头切削部分刚度。
2.2 减小螺旋角β
国家标准规定Ø15mm麻花钻螺旋角b=30°,现改为β=25°。减小螺旋角有利于粘而硬的切屑顺利排出。
2.3 主切削刃增开分屑槽
在两个对称的180°主切削刃上交叉开出三条月牙形分屑槽,以减小轴向切削力,同时可为排屑创造有利条件。
2.4 减小刃带宽度f
国家标准规定Ø15mm麻花钻刃带宽度f=1.0mm,现减小f=0.75 mm。减小刃带宽度可减小刃带与孔壁的摩擦,减少刀具磨损。
2.5 修磨横刃
钻削轴向力的大小与横刃的大小密切相关,为减小切削抗力,将横刃宽度改为0.7~1.0mm(约为原横刃宽度的1/3)。
3 钢结硬质合金钻头的制造
钢结硬质合金刀具的制造工艺不同于普通高速钢和硬质合金刀具,具有一定特殊性,其加工要点如下。
3.1 车削加工
钢结硬质合金坯料硬度一般为32~35HRC ,硬质合金成分为WC ,切削用量宜采用低速小走刀量和较大切深,刀具材料宜选用YG类牌号,以YG8N为佳。
3.2 铣削加工
钻头沟槽和刃背的铣削加工可采用标准型式的高速钢成型铣刀,但切削用量的选用应比加工普通高速钢钻头时低(约为2/3)。加工过程中不宜使用切削液,因为铣削产生的切屑一般为碎屑,易与切削液混合为糊状,会加剧刀具磨损。
3.3 磨削加工
磨削钢结硬质合金钻头的钻刃时,采用金刚石或碳化硅砂轮为佳,砂轮应经常修整,以保持磨轮刃口的锋利性,否则易使刀刃退火,有时由于磨削径向力过大,甚至会使刀具对焊处发生断裂。
3.4 对焊
钢结硬质合金钻头的头部和柄部(40Cr)材料的导热率相差较大,如仍采用高速钢刀具对焊工艺无法保证对焊质量,为此对焊前应将40Cr刀柄先行加热,然后再快速放在对焊机上与钢结硬质合金棒料一起对焊。
3.5 热处理
钢结硬质合金钻头的热处理是保证钻头质量的重要环节。淬火温度对刀具硬度影响较大,如淬火温度>1260 ℃ ,会出现金属析出现象,使刀具硬度和强度大为降低;如淬火温度<1180 ℃ ,则难以保证钻头的硬度要求。试验结果表明,最佳热处理工艺参数为:1200 一1230 ℃ 淬火,560 ℃ 三次回火。
4 钢结硬质合金钻头的合理使用
4.1 开机前的准备和检查
与高速钢钻头相比,钢结硬质合金钻头性质较脆,抗振性和抗冲击性较差,因此将钻头安装在过渡套和主轴内孔中时,钻尖应避免与工件碰撞(最好在机床或工件上放一块木板)。钻头安装好后应检查其径向跳动(要求控制在0.03mm以内),径跳过大加工时易使钻尖振碎,另外还应检查钻头180°锋角的对称性,钻刃不对称将影响加工稳定性,并使孔径扩大。
4.2 切削用量
根据对BFe30-1-1材料的钻削试验,以Ø15mm钻头为例,推荐切削用量为n=500~630r/min, f=0.36~O.50mm/r 。一般情况下,当出现不正常的钻孔噪声或切屑颜色明显变化时,就应及时对钻头进行修磨。为安全和方便起见,也可制订强制性钻头刃磨标准,达到规定切削长度即对钻头进行刃磨。
4.3 切削液 #p#分页标题#e#
为延长刀具寿命,钻削BFe30-1-1材料时应进行充分冷却。切削液宜选用冷却效果较好的水剂极压切削液,如无条件时也可使用乳化切削液。
5 加工效果
采用新型钢结硬质合金麻花钻加工BFe30-1-1材料的切削效率比采用高速钢刀具提高4~5倍,刀具寿命也从原来每刃磨一次加工1.5~2m增加到10~15m。此外,切削过程稳定可靠,基本消除了加工噪声,改善了操作环境。
6 需注意的问题
为改善钢结硬质合金刀具的切削性能,必须进一步提高刀具材料强度,改善材料的对焊性能。
应进一步完善钢结硬质合金材料的冷、热加工工艺,以降低刀具加工成本,保证加工质量。
应结合加工实践选取最佳刀具几何角度和切削用量,以防止钻头折断,提高刀具寿命。
相关文章
- 2016-08-07凯景国际集团办公室全套施工装修图下载
- 2016-06-28各种材料接口大样图 门大样详细图集下载
- 2016-02-01邱德光广州琶洲洲城中村天悦样板间施工图及材料表
- 2016-01-07西双版纳皇冠假日酒店总经理套房施工图及+材料规格说
- 2016-01-05托斯卡纳风格别墅样板间设计方案施工图下载
- 2016-01-03福州香江红海园样板房施工图(平面、立面、节点及材料)
- 2015-08-14西安曲池东岸会所全套详细施工图含材料表
- 2015-07-15无锡太湖锦园二期T9样板房效果图+软装设计方案+材料+
- 2015-05-12东莞华尔登酒店夜总会全套CAD施工图(含材料表)
- 2015-04-09350平米中高档餐厅施工图+效果图+节点图及材料表