一、陶瓷材料工件的成型


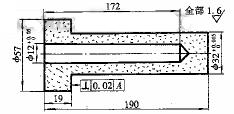
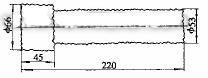
二、陶瓷材料工件的车削
三、注意事项
- 装夹方法
- 因为零件材料的强度非常低,夹紧力过大,会将零件夹碎,夹紧力太小,克服不了轴向力,会造成零件窜动。采用在零件和三爪之间垫一硬纸和木质套来配合装夹零件,实践证明方法正确可行。
- 车刀磨损控制
- 车刀的磨损分三个阶段:1)初始阶段(这一阶段是车刀初用时,磨损比较快);2)正常磨损(车刀从初始磨损到车刀急剧磨损之间的一段);3)急剧磨损。
- 当车削零件最后一刀时(也就是精车时),应在车刀正常磨损范围内,因为这一段车刀磨损量小,所以每车一刀后用千分尺测量零件两头直径差较少时,这时车刀的磨损可视为进入正常磨损阶段。但长度较长时则难以保证,于是可采取另一种方法来解决这一难题。方法是移动尾座,当零件尚有0.5mm余量时(这时车刀的磨损必须在正常磨损阶段),用千分尺测量零件两头尺寸,假如两头误差为0.03mm,这时可调尾座,使之达到公差以内。尾座的调试方法是将百分表放在零件的外侧或内侧,尽量对准零件的中心,调整量可在百分表上反映出来。
#p#分页标题#e# - 车刀的磨损分三个阶段:1)初始阶段(这一阶段是车刀初用时,磨损比较快);2)正常磨损(车刀从初始磨损到车刀急剧磨损之间的一段);3)急剧磨损。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF