1 引言
2 高速加工对工具系统的要求
- 两面定位工具系统
- 目前市场上大量应用的仍是7:24锥度的工具系统(ISO 、DIN、BT等工具系统均属此类)。随着切削高速化的发展,此类工具系统暴露出以下不足:①刚性不足,刀柄的法兰面与主轴端面之间存在间隙;②ATC(自动换刀)的重复精度不稳定,每次自动换刀后刀具的径向尺寸都可能发生变化;③轴向尺寸不稳定,主轴高速转动时因受离心力作用内孔会增大,使刀具轴向尺寸发生变化;④刀柄锥部较长,不利于快速换刀及机床的小型化。
- 为解决上述问题,一些研究机构和刀具企业开发了一种可使刀柄在主轴内孔锥面和端面同时定位的新型联接方式——两面定位工具系统,其中最具代表性的是日本大昭和精机(BIG)开发的BIG-PLUS 工具系统和德国标准的HSK 工具系统。
- BIG-PLUS 工具系统
- 图1所示的BIG-PLUS工具系统仍采用7:24锥度,其结构设计可减小刀柄装入主轴时(锁紧前)与端面的间隙(如40 “刀柄的间隙为0.2±0.005mm),锁紧后可利用主轴内孔的弹性膨胀对该间隙进行补偿,使刀柄与主轴端面贴紧。
- BIG-PLUS工具系统具有以下优点:①增大了与主轴的接触面积,增强了系统刚性,提高了对振动的衰减作用;②利用端面的矫正作用提高了ATC 的重复精度;③端面定位作用使系统轴向尺寸更为稳定。
- 由于BIG-PLUS 工具系统仍采用7:24锥度,锁紧机构也无不同,因此它与一般非两面定位系统之间具有互换性,这也是BIG-PLUS 工具系统得以迅速推广的一个重要原因。
- HSK 工具系统
- 如图2 所示的HSK工具系统采用1:10 锥度,刀柄为中空短柄,其工作原理是利用锁紧力及主轴内孔的弹性膨胀补偿端面间隙。由于中空刀柄自身具有较大弹性变形,因此对刀柄的制造精度要求相对较为宽松。此外,由于HSK工具系统质量较小,柄部较短,有利于高速ATC及机床的小型化。但另一方面,HSK工具系统的中空短柄结构将使系统刚性和强度受到一定影响。
- 图1所示的BIG-PLUS工具系统仍采用7:24锥度,其结构设计可减小刀柄装入主轴时(锁紧前)与端面的间隙(如40 “刀柄的间隙为0.2±0.005mm),锁紧后可利用主轴内孔的弹性膨胀对该间隙进行补偿,使刀柄与主轴端面贴紧。

图1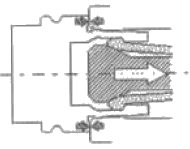
图2- 两面定位工具系统弥补了传统工具系统的许多不足,必将成为工具系统的主流,得到越来越广泛的应用。
- 工具系统的刚性与动平衡性能
- 工具系统的刚性是切削加工中不容忽视的问题。刚性不足会引起工具系统振动或倾斜,影响加工精度和加工效率。同时,工具系统的振动会加快刀具磨损,甚至影响刀具及机床的寿命。
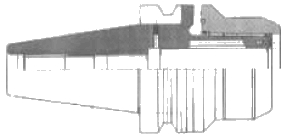
图3- 如果将刀柄杆部近似看作一实心圆柱刚体,则其刚性与圆柱截面直径的4次方成正比,与圆柱长度的3次方成反比,即在质量一定的条件下,刀柄越粗、越短,其刚性越强。
- 除刀柄形状外,还可通过改变刀柄结构来增强刚性。如一般的铣刀夹头虽然锁紧螺母较粗,但由于螺母底部与刀柄本体之间存在间隙,使夹头刚性损失很多。图3所示为日本大昭和精机株式会社生产的MEGA-D倍力型铣刀刀柄。该刀柄的螺母锁紧后,螺母底面与刀柄本体完全贴紧,因此大大增强了系统刚性。与普通铣刀刀柄相比,倍力型铣刀刀柄的切削效率可提高两倍多。 #p#分页标题#e#
- 高速加工对刀具的动平衡性能也提出了很高要求;如果刀具动平衡性能不好,在高速转动时将受到很大的离心力作用(与不平衡力矩及转速的平方成正比),容易使刀杆弯曲并产生振动。一般来说,弹簧夹头、铣刀刀柄等可通过平衡修正来达到动平衡;但对于带微调机构的精谴头,由于调节加工直径时谴头的重心也在改变,所以无法通过平衡修正来实现动平衡。
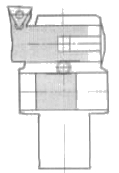
图4- 日本大昭和精机株式会社新推出一种可进行自动平衡补偿的谴头。其工作原理如图4所示。谴头内部安装了一个小齿轮和一个平衡块,在调节直径、使套管轴向外移时,平衡块通过小齿轮的作用向相反方向移动,从而保持系统重心位置不变。
- 刀柄把持力及把持精度
- 铣刀柄对铣刀的把持力在铣削加工中十分重要。由于立铣刀刀刃带有螺旋角,加工时切削力的轴向分力很大,若工具系统对铣刀的把持力不足,轻则影响加工精度,重则引起刀具及工件损坏,甚至造成安全事故。
- 增强刀柄把持力的主要方法包括严格控制刀柄内孔公差、保证足够的把持长度、合理选择刀柄材料、通过结构设计有效实现将锁紧力转换为径向把持力等。
- 高速加工对工具系统的把持精度也提出了更高要求。例如:用三爪钻夹头夹持硬质合金钻头进行高速(20000r/min )钻削时,若钻夹头对钻头的把持精度不够,会造成钻头折断、工件报废;在进行小、深孔铰削精加工时,若工具系统把持精度不好,铰刀前端跳动过大,会使加工出的孔径超差。
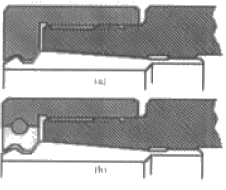
图5- 提高工具系统的把持精度意味着必须“完全均匀”地把持刀具。对于不同的刀具,应采用不同的解决方案:弹簧夹头的工作原理为旋紧螺母一压入套筒一套筒内径缩小一夹紧刃具,影响其把持精度的因素除了夹头本体的内孔精度、螺纹精度、套筒外锥面精度、把持孔精度及螺母的螺纹精度外,螺母与套筒接触面的精度以及套筒的压入方式都很重要。普通弹簧夹头的压入方式如图5a所示,在锁紧螺母过程中,螺母与套筒的接触面间一直存在相对运动,这不仅使套筒受扭力作用,而且接触面会产生磨损,很难获得或保持良好的把持精度。日本大昭和精机株式会社设计生产的高精度弹簧夹头的压入方式如图5b所示,它的螺母被分为内、外两部分,中间安装了滚珠轴承,当螺母接触套筒的瞬间,螺母的内侧部分停止转动,与套筒间无相对运动,螺母的锁紧力完全转化为对套筒的压力,这种压入方式可使夹头获得较大把持力和较高把持精度。
- 目前市场上大量应用的仍是7:24锥度的工具系统(ISO 、DIN、BT等工具系统均属此类)。随着切削高速化的发展,此类工具系统暴露出以下不足:①刚性不足,刀柄的法兰面与主轴端面之间存在间隙;②ATC(自动换刀)的重复精度不稳定,每次自动换刀后刀具的径向尺寸都可能发生变化;③轴向尺寸不稳定,主轴高速转动时因受离心力作用内孔会增大,使刀具轴向尺寸发生变化;④刀柄锥部较长,不利于快速换刀及机床的小型化。
3 刀具智能化管理系统

4 结语
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF