硬质合金作为机械、矿山、电子、标准件等行业的工模具材料,虽然具有高硬度、耐磨、耐腐蚀等优良性能,但在矿山钻采和金属切削刀具的使用中,普遍存在的因韧性差导致严重崩刃脆断和早期磨损失效两大难题,限制了它的使用范围,特别在受冲击载荷的场合,如矿山凿岩、地质钻探、冷冲冷锻、粗铣等工模具材料中,不仅要求高硬度、耐磨,重要的还需要整体强韧性好。近十几年来,我们对硬质合金热处理作了比较系统的研究。80年代末,研制出新一代矿山用硬质合金,已得到了广泛应用[1],取得了显著的经济效益和社会效益。为了进一步拓宽与开发热处理硬质合金的使用领域,形成热处理硬质合金系列化,是今后研究的方向。这里重点对铣削和冲模用硬质合金的真空热处理进行了研究,并获得明显的效果。
2 试验方法
2.1 热处理方式
以前,硬质合金热处理方式是仿效钢材的热处理,即在硬质合金制品烧结后,再进行二次升温淬火,然后回火。而今我们用一种新的热处理方式来取代它,这种方式就是烧结淬火,即产品烧结后,不随炉冷却至室温,而是在烧结温度或冷却到一定的温度直接淬火,免去二次升温过程,从而达到省时、省力、降低能耗及提高效率的目的。
2.2 原料及合金牌号
本试验配制两种系列硬质合金:
①模具系列:YG15C、YG20C;
②铣削系列:YG6、YG8、YS30、YT14、YT5、YW2。
还配制了作某些条件对比试验用YG6C、YG8C、YG15合金。
配制以上合金所用WC、(TiW)C及Co粉均取自株洲硬质合金厂。
2.3 试验设备
硬质合金配料混合及压制直至脱蜡均采用常规生产设备,烧结淬火在WZS-20型和WZS-45型真空烧结淬火两用炉中进行。
在WZS-20炉做工艺试验,在WZS-45炉进行工业生产应用。两台真空炉均可完成真空烧结、真空淬火、气冷淬火等多种工艺。淬火工艺的全过程可按预先给定的程序自动进行,还可手动操作。
3 试验内容
常规检测项目采用的标准试样是5mm×5mm×30mm抗弯强度试样,用A116刀片测试合金密度、硬度和矫顽力。压制好的试样,经脱蜡后,做以下试验。
3.1 两种热处理方式的对比
分别对YG15C和YT14合金进行了烧结后二次升温淬油和烧结后直接淬油,两种热处理方式对比试验。
在两种热处理方式中,各取一个效果最佳的工艺对YG6、YG8、YG11C、YG15C、YG20C、YS30、YT14、YT5、YW2合金进行处理,试验结果均为经回火后的最后检测结果,见图1(抗弯强度增量为与烧结态对比的相对增量,以下各图均同)。
从图1可见,直接热处理是可行的,用该方法处理WC-(TiW)C-Co合金优于二次升温热处理。
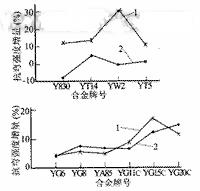
图1 各合金牌号两种热处理方式对比试验结果
1.烧结后直接油淬 2.烧结后二次升温油淬
3.2 不同淬火介质试验
硬质合金真空淬火采用油淬和气淬。气淬选用氮气,比较经济。图2、图3为YG8、YW2合金经不同介质淬火后的效果。
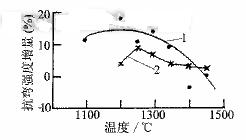
图2 YG8合金经不同介质淬火增量后抗弯强度
1.油淬 2.气淬

图3 YW2合金经不同介质淬火增量后抗弯强度
1.油淬 2.气淬
从图2可见YG8合金直接油淬比直接气淬抗弯强度增量明显,而从图3可见,YW2合金直接气淬比直接油淬抗弯强度增加明显。因此,不同牌号的合金应采用不同的淬火介质,即不同的合金,要求不同的淬火冷却速度,以使合金中W、C在钴相的溶解量和钴相的马氏体转变以及由于合金各组分的热膨胀系数不同所导致的热应力达到最佳组合。 #p#分页标题#e#
3.3 不同钴含量合金的对比
图4为不同钴含量的合金热处理后抗弯强度的比较。图4表明,热处理后的合金抗弯强度的最大值随合金中钴含量的升高而升高,这与热处理使钴相强韧化的机理相一致,并随着钴含量的升高,合金抗弯强度峰值对应较高的最佳淬火温度(Tq)。Tq升高的趋势是由于钴含量增加,合金的应变松弛能力增强,从而使W、C在钴相中的溶解量、钴相马氏体相变及热应力的最佳组合温度升高。
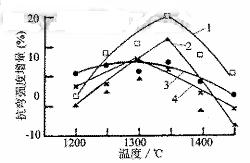
图4 不同钴含量合金热处理效果比较
1.YG15C 2.YG11C 3.YG6C 4.YG8
3.4 淬火温度
硬质合金真空烧结淬火工艺,在热处理方式、淬火介质确定以后,淬火温度的选择就至关重要。从上述试验看出,合金牌号不同,最佳淬火温度(Tq)也不同。Tq主要取决于合金的成分(如图4),随着钴含量增加,Tq趋于升高,通过反复试验最后确定Tq。
3.5 回火温度的选择
由于硬质相(WC)与粘结相Co的膨胀系数相差约3倍,故淬火后的合金内部存在应力,这种应力可能导致合金产生择回火温度(Tt)主要考虑两点,一是尽量消除合金的应力,另外是使钴相的析出降到最低。因此,回火温度应该是选择两者俱佳的温度。在低温阶段回火,随着Tt升高,抗弯强度增大。这时的回火主要是要消除应力过程,而Co相析出物很少。根据Co相析出强化原理,微量Co析出物导致弥散强化。但随着Tt的继续升高,Co相析出物增多,合金矫顽力迅速增加,析出产物如Co3W3C、Co7W6、Co3W、Co7W2为脆性相,使合金组织结构严重恶化,故使抗弯强度急剧下降。因此,对低钴和中钴合金,Tt应选择高一些,高钴合金Tt应选择较低。如图5所示,YG15合金回火时间在4~30h之间,抗弯强度、硬度及矫顽力都变化不大,因此,延长回火时间意义不大。
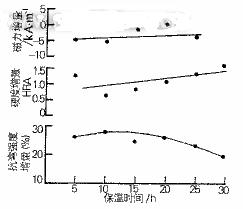
图5 回火时间对YG15合金性能的影响
(以烧结态为基准)
4 生产试验
4.1 切削刀具
生产试验表明,所有牌号的硬质合金刀片经热处理后其性能明显优于烧结态,其使用寿命倍增,见表1所示。如北京内燃机厂试验的热处理刀片其耐磨性、韧性和使用寿命明显提高。所有试验单位的现场操作人员都反映硬质合金热处理刀片较之未热处理的刀片光洁度高,耐用度好,使用寿命长。
表1 硬质合金刀片现场铣削试验结果
*每刃加工时间 1# 2#为不同热处理制度
4.2 冲模
上海钢球厂是我国较大的钢球生产专业厂,对19/32″规格的钢球冲模进行了试验,经热处理比未热处理模具寿命提高1倍以上,比原用Cr12Mo钢模寿命提高10倍。目前用的钢模寿命短、工效低,因此,又试制了3套11/16″规格的模具,热处理比未热处理的模具寿命提高4.2倍,比Cr12钢模提高十几倍。现场试验结果见表2,热处理后的硬质合金模具的寿命普遍提高。
表2 硬质合金钢球冲模现场试验结果
5 结论
(1) 使用WZS-20和WZS-45型真空烧结淬火炉能够实现硬质合金烧结后直接淬火,省时、省力、节能降耗。
(2) 各种用途的硬质合金经适当的工艺热处理,其性能均能不同程度地提高,铣削和冲模用硬质合金经热处理后,可以成倍提高使用寿命。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF