一、采用高速加工中心的必要性
高速加工中心在机床领域中已经确立了不可动摇的地位,现在没有人怀疑高速加工中心的发展前景。许多机床厂都把高速加工中心作为了自己的主导产品,说明高速加工中心的巿场之广阔。高速加工中心的制造技术也已进入成熟期。用于高速加工中心的新部件和新的机床配套件不断推出,进一步提高了高速加工中心的水平。
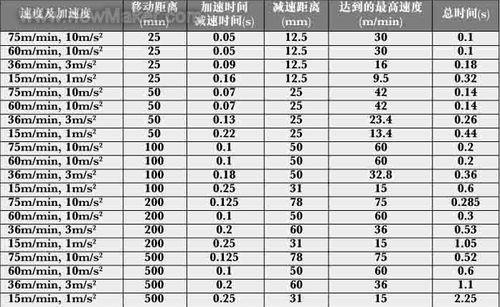
高速加工中心相比传统加工中心的优势在哪里?或者说我们为什么要发展高速加工中心?可以从下面表1、表2、表3中看出。由于加工中心的速度和加速度不同,移动同样的距离所耗用的时间是不同的。
现以下述4种具有不同速度和加速度的加工中心为例,将其在移动25mm、50mm、100mm、200mm、500mm时所需时间列于表1,以说明其各自的加工效率。
第一种:V=75m/min,a=10m/s2 (1g);
第二种:V=60m/min,a=10m/s2 (1g);
第三种:V=36m/min,a=3m/s2 (0.3g);
第四种:V=15m/min,a=1m/s2 (0.1g)。
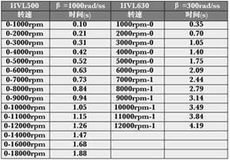
高速加工中心一般采用电主轴,在使用过程中电主轴从启动达到某一转速,或从某一转速到停止所耗用的时间相对较少,也同样节省了时间。表2是某两种电主轴启动和停止所需时间。
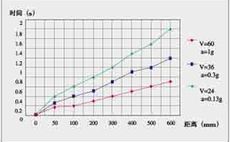
从表2和图1可以看出由于提高了速度和加速度节省了时间,至于选用高速加工中心可以提高多少效率,我们看表3中四种不同加工中心的对比。
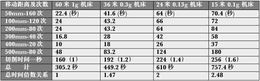
从表3显示的数据可以看出用一台高速加工中心完成的工作量,用速度慢一些的加工中心完成同样的工作分别需要1.5台、2台、2.5台。可以看出用高速加工中心组成生产线可以有效地减少机床的台数,可以减少投资,减少占地面积,节约能源,减少了使用成本。这就是高速加工中心的优势和采用高速加工中心的必要性。
二、高速加工中心的结构特点
对高速加工中心机床性能的要求:
1.高的主轴转速,一般在每分8000转以上;(按机床规格的大小而不同)
2.高的进给速度,一般在每分15米以上;
3.快的移动速度,一般在每分55米以上(按机床规格的大小而不同);
4.高的加(减)速度,一般在0.5g-1.5g以上(按机床规格的大小而不同);
5.微米级的加工精度;
6.高的静、动态刚度和轻量化的移动部件。
按照上述要求,卧式高速加工中心在结构上有以下特点:
主轴一般采用电主轴,电主轴具有结构紧凑、精密、转速高的特点。
#p#分页标题#e#三座标的结构有少数机床采用动柱式结构,其余大多数则采用“箱中箱”式结构。“箱中箱”式结构是几种形式中速度和加速度水平最高的。
一般移动速度在50m/min以下的加工中心大都采用新设计的立柱移动式结构,配上外置Z轴或者外置X轴,则机床制造上非常简单,工艺性好,因而成本低,是一种比较经济的高速加工中心。
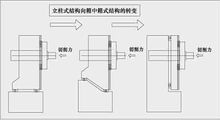
由于动柱式加工中心立柱本身是一种悬臂梁结构,切削力产生的颠覆力矩将使立柱产生变形和位移,影响机床的精度,所以立柱一般设计得较重,当驱动立柱移动时较高的立柱将因头重脚轻而不适合较高的速度和加速度,因此高速移动的立柱一般不宜太高因而影响上下移动的行程。
为了减小切削力产生的颠覆力矩,机床设计时常把立柱后导轨加高,与前导轨不在一个平面上,但是后导轨因空间限制不能提得太高,太高将与主轴电机相干涉。当把后导轨提到立柱上端问题得到解决,这样就产生了框架式结构,原来的立柱变成了有着上下导轨的滑架。加上前面支撑主轴滑枕的框架合在一起形成了今天流行的“箱中箱”结构。所以它上下两个导轨支撑的滑架就相当于动柱式机床的立柱,这样这个立柱就由悬臂梁结构变成具有两端支撑的简支梁结构。简支梁的最大变形点在中间,同等条件下它的最大变形仅有悬臂梁的十六分之一。这样这个滑架就可以在不影响刚性的情况下做得比较轻,为高速度和高加速度提供了条件,这就是“箱中箱”结构得以流行的主要原因。
线性伺服进给驱动采用直线电机已很普遍,但更多的还是采用旋转伺服电机加滚珠丝杠驱动。伺服电机加滚珠丝杠驱动虽然在速度和加速度等方面不如直线电机,但经济节能,也非常可靠,因此被广泛采用。
一些公司也在采用直线电动机驱动,如SPECHT500L移动速度达到100米和120米/分。直线电动机驱动具有更好的动态特性,结构也更简单,具有高的直线速度、高加速度、行程长度不受限制、机械零件少、无磨损、高刚度等优点。
它的缺点是:
巨大的强磁吸力作用于导轨上,采用双直线电动机驱动虽然可以抵消作用力但将增加成本;
不可能放大拖动力;
高功率损失及高发热;
产生干扰磁场;
防铁屑困难;
造价较高。
随着技术的不断进步,直线电动机驱动的这些缺点将被逐步克服,使用直线电机是将来高速移动装置的发展方向。
三、 敏捷制造系统
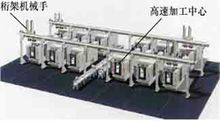
由高速加工中心组成柔性生产线,配上由桁架机械手组成的智能的工件输送装置(也可由导轨机器人作工件输送),并且高速加工中心在工序布置上尽可能采用并联的布局形式,这种柔性生产线我们称之为敏捷制造系统。当然有时为了节省投资也可由简单的物料系统即由人工或由助力机械手来上下料,构成了简易型的敏捷制造系统。
#p#分页标题#e#
敏捷制造系统的特点是:在布局上尽可能采用并联形式的高速柔性制造单元加上智能的物流系统。
由桁架机械手与高速加工中心组成的敏捷制造系统具有以下优势:
在项目初期,可以按资金和巿场情况分批投入、滚动发展。所谓分批投入是指并联布局形式的加工中心由于几台工序内容相同,可以按资金和巿场情况先投入一台或两台,其余的几台可以留出安装位置,在条件具备的时候再投入;
具有很强的柔性,产品改型非常方便;
设备的故障不会造成全线停产;
机床品种单一,维修和备件都方便;
设备台数少,占地面积小;
在产品批量不是特别大时,采用敏捷制造系统可以节省投资;
由于采用标准的高速加工中心和可以采购到的桁架机械手,交货期因此缩短。
由于采用了桁架机械手进行工件输送,可以大大简化作为柔性线的基本单元——高速加工中心的结构,这样每台高速加工中心单元的制造成本会下降,而且可以形成批量生产,缩短了机床的制造周期,使敏捷制造系统的供货周期要比刚性自动线更短。在国外由于专机的价格较高,组成自动线的机床台数也较多,所以刚性自动线的价格往往高于敏捷制造系统的价格。国内的专机价格比国外低得多,而国内高速加工中心由于大量采用国外进口的配套件因此价格与国外差距较小。这样在国内敏捷制造系统的价格与刚性自动线的价格是各有优势的,一般批量较小时敏捷制造系统的价格较低,批量大时刚性自动线的价格较低,交叉点一般在年产3-8万件之间。在国外这个交叉点要在年产20万件的批量上。当然这与刚性自动线的配置水平有直接的关系。
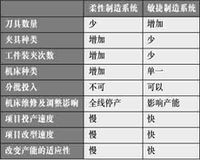
柔性制造系统同样是采用高速加工中心和桁架机械手,而在布局和工序安排上采用串联的布局方法,这样就组成了柔性制造系统。两者相比有以下不同。
串联布局的柔性制造系统由于每一加工单元负担的加工内容少因而减少了刀具的总体数量而减少前期投入(但不减少使用成本),由于负担的加工内容少因而减少了回转工作台的使用,但是增加了机床和夹具的种类,工件加工过程中装夹次数增多。两种系统总体投资基本相当,但是由于柔性制造系统所有机床加工内容不同,只有全线全部完成才可以生产出合格的零件。因此柔性制造系统不可能分批投入资金,前期投入较大。
从表4可以看出采用敏捷制造系统可以分期投入资金,生产线可以对各种变化快速适应,反应敏捷,是一种很好的生产线方案。
在敏捷制造系统方案的机床选择上,也可以采用高速加工中心、数控机床、专机相结合的方案,像汽车发动机的缸体、缸盖特别适合采用敏捷制造系统,它们在生产线的前部分工序主要是面的铣削加工,像顶底面、左右面、前后面、瓦档面,由于工序单一,单工序时间较长,采用数控的专用铣床或自动线往往可以进一步减少投资,也能适应产品的变型,具有一定的柔性。主油道孔、缸孔的粗镗也同样可以采用枪钻和专机解决。生产线后部分的精加工工序,象缸体加工的曲轴孔、凸轮轴孔的精加工、缸孔及止口的精加工、缸盖导管孔的精加工可以根据被加工零件的具体情况采用高速加工中心或者采用精密专机来完成。 #p#分页标题#e#
右面的图5就是一条采用数控专机、高速加工中心、精密专机组成的敏捷制造系统。年产四、六缸缸体五万五千件,17台专机,23台高速加工中心,5条桁架机械手,2台液压助力机械手,12台辅机以及机动滚道和工件回转装置。
高速加工中心在机床领域中已经确立了不可动摇的地位,现在没有人怀疑高速加工中心的发展前景。许多机床厂都把高速加工中心作为了自己的主导产品,说明高速加工中心的巿场之广阔。高速加工中心的制造技术也已进入成熟期。用于高速加工中心的新部件和新的机床配套件不断推出,进一步提高了高速加工中心的水平。
高速加工中心相比传统加工中心的优势在哪里?或者说我们为什么要发展高速加工中心?可以从下面表1、表2、表3中看出。由于加工中心的速度和加速度不同,移动同样的距离所耗用的时间是不同的。
现以下述4种具有不同速度和加速度的加工中心为例,将其在移动25mm、50mm、100mm、200mm、500mm时所需时间列于表1,以说明其各自的加工效率。
第二种:V=60m/min,a=10m/s2 (1g);
第三种:V=36m/min,a=3m/s2 (0.3g);
第四种:V=15m/min,a=1m/s2 (0.1g)。
高速加工中心一般采用电主轴,在使用过程中电主轴从启动达到某一转速,或从某一转速到停止所耗用的时间相对较少,也同样节省了时间。表2是某两种电主轴启动和停止所需时间。
从表2和图1可以看出由于提高了速度和加速度节省了时间,至于选用高速加工中心可以提高多少效率,我们看表3中四种不同加工中心的对比。
从表3显示的数据可以看出用一台高速加工中心完成的工作量,用速度慢一些的加工中心完成同样的工作分别需要1.5台、2台、2.5台。可以看出用高速加工中心组成生产线可以有效地减少机床的台数,可以减少投资,减少占地面积,节约能源,减少了使用成本。这就是高速加工中心的优势和采用高速加工中心的必要性。
二、高速加工中心的结构特点
对高速加工中心机床性能的要求:
1.高的主轴转速,一般在每分8000转以上;(按机床规格的大小而不同)
2.高的进给速度,一般在每分15米以上;
3.快的移动速度,一般在每分55米以上(按机床规格的大小而不同);
4.高的加(减)速度,一般在0.5g-1.5g以上(按机床规格的大小而不同);
5.微米级的加工精度;
6.高的静、动态刚度和轻量化的移动部件。
按照上述要求,卧式高速加工中心在结构上有以下特点:

一般移动速度在50m/min以下的加工中心大都采用新设计的立柱移动式结构,配上外置Z轴或者外置X轴,则机床制造上非常简单,工艺性好,因而成本低,是一种比较经济的高速加工中心。
由于动柱式加工中心立柱本身是一种悬臂梁结构,切削力产生的颠覆力矩将使立柱产生变形和位移,影响机床的精度,所以立柱一般设计得较重,当驱动立柱移动时较高的立柱将因头重脚轻而不适合较高的速度和加速度,因此高速移动的立柱一般不宜太高因而影响上下移动的行程。
为了减小切削力产生的颠覆力矩,机床设计时常把立柱后导轨加高,与前导轨不在一个平面上,但是后导轨因空间限制不能提得太高,太高将与主轴电机相干涉。当把后导轨提到立柱上端问题得到解决,这样就产生了框架式结构,原来的立柱变成了有着上下导轨的滑架。加上前面支撑主轴滑枕的框架合在一起形成了今天流行的“箱中箱”结构。所以它上下两个导轨支撑的滑架就相当于动柱式机床的立柱,这样这个立柱就由悬臂梁结构变成具有两端支撑的简支梁结构。简支梁的最大变形点在中间,同等条件下它的最大变形仅有悬臂梁的十六分之一。这样这个滑架就可以在不影响刚性的情况下做得比较轻,为高速度和高加速度提供了条件,这就是“箱中箱”结构得以流行的主要原因。
线性伺服进给驱动采用直线电机已很普遍,但更多的还是采用旋转伺服电机加滚珠丝杠驱动。伺服电机加滚珠丝杠驱动虽然在速度和加速度等方面不如直线电机,但经济节能,也非常可靠,因此被广泛采用。
它的缺点是:
随着技术的不断进步,直线电动机驱动的这些缺点将被逐步克服,使用直线电机是将来高速移动装置的发展方向。
三、 敏捷制造系统
由高速加工中心组成柔性生产线,配上由桁架机械手组成的智能的工件输送装置(也可由导轨机器人作工件输送),并且高速加工中心在工序布置上尽可能采用并联的布局形式,这种柔性生产线我们称之为敏捷制造系统。当然有时为了节省投资也可由简单的物料系统即由人工或由助力机械手来上下料,构成了简易型的敏捷制造系统。
#p#分页标题#e#
敏捷制造系统的特点是:在布局上尽可能采用并联形式的高速柔性制造单元加上智能的物流系统。
由桁架机械手与高速加工中心组成的敏捷制造系统具有以下优势:
由于采用了桁架机械手进行工件输送,可以大大简化作为柔性线的基本单元——高速加工中心的结构,这样每台高速加工中心单元的制造成本会下降,而且可以形成批量生产,缩短了机床的制造周期,使敏捷制造系统的供货周期要比刚性自动线更短。在国外由于专机的价格较高,组成自动线的机床台数也较多,所以刚性自动线的价格往往高于敏捷制造系统的价格。国内的专机价格比国外低得多,而国内高速加工中心由于大量采用国外进口的配套件因此价格与国外差距较小。这样在国内敏捷制造系统的价格与刚性自动线的价格是各有优势的,一般批量较小时敏捷制造系统的价格较低,批量大时刚性自动线的价格较低,交叉点一般在年产3-8万件之间。在国外这个交叉点要在年产20万件的批量上。当然这与刚性自动线的配置水平有直接的关系。
柔性制造系统同样是采用高速加工中心和桁架机械手,而在布局和工序安排上采用串联的布局方法,这样就组成了柔性制造系统。两者相比有以下不同。
串联布局的柔性制造系统由于每一加工单元负担的加工内容少因而减少了刀具的总体数量而减少前期投入(但不减少使用成本),由于负担的加工内容少因而减少了回转工作台的使用,但是增加了机床和夹具的种类,工件加工过程中装夹次数增多。两种系统总体投资基本相当,但是由于柔性制造系统所有机床加工内容不同,只有全线全部完成才可以生产出合格的零件。因此柔性制造系统不可能分批投入资金,前期投入较大。
从表4可以看出采用敏捷制造系统可以分期投入资金,生产线可以对各种变化快速适应,反应敏捷,是一种很好的生产线方案。
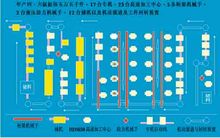
右面的图5就是一条采用数控专机、高速加工中心、精密专机组成的敏捷制造系统。年产四、六缸缸体五万五千件,17台专机,23台高速加工中心,5条桁架机械手,2台液压助力机械手,12台辅机以及机动滚道和工件回转装置。
相关文章
- 2021-08-28计算机辅助设计与制造 21世纪全国应用型本科大机械系
- 2021-08-28计算机辅助设计与制造(CAD∕CAM)PDF下载
- 2021-08-27计算机辅助设计与制造 21世纪全国应用型本科大机械系
- 2021-08-27计算机辅助设计与制造(CAD∕CAM)PDF下载
- 2021-06-26天正结构CAD T20 V7.0(含注册机和补丁)免费下载
- 2021-06-26天正结构CAD T20 V6.0(含注册机和补丁)免费下载
- 2021-06-26天正结构CAD T20 V5.0(含注册机和补丁)免费下载
- 2021-06-24天正结构CAD T20 V4.0(含注册机和补丁)免费下载
- 2021-02-28AutoCAD 2014全套结构施工图纸绘制PDF下载
- 2021-02-18天正结构CAD2014破解版免费下载(含注册机和补丁)