自激光器最初用于工业加工以来,发展出了各种各样的脉冲式固体 Nd:YAG激光微焊接策略,包括点焊时根据熔池行为和冷却金相对整形脉冲进行相应的调整 [1-3]。 调制脉冲(号称“冶金脉冲”)[2] 似乎影响熔池对流,并因此而影响类似金属或异金属的混合。焊接周线或外形轮廓时,脉冲激光显示出传统缝焊的原理:采用现代化的脉冲式Nd:YAG激光器提供高达10 kW的在线可控峰值功率,最大脉宽100 ms,脉冲能量100J以上。这些激光参数与空间光束合并和分散光路(如环形光路)或高速光束分配(如检流计)相结合, 形成了全新的焊接策略[2] ,其中SHADOW(平滑高精度不连续单脉冲焊接)是本文讨论的主题。
周线焊接的原理

图1:SHADOW周线焊缝的外观。顶图表示沿直线方向的显微切片
(为了更清晰起见,焊池的分界面被放大了)。
SHADOW(Stepless High Accurate and Discrete One Pulse Welding)意指平滑高精度不连续单脉冲焊接,这一技术由Fraunhofer 激光学会[1]创造,是在较长的激光脉冲持续时间(长达100ms的)以内完成的周线焊接。这样的激光辐射通过聚焦光路或光纤而直接射到工件上。直接光束的优点是:有可能在光斑尺寸小于20μ的情况下进行高度精确的微焊接,从而产生精确的、高纵横比(深度/宽度)且几乎没有热影响区(HAZ)的焊缝。缺点是 :周线的焊接深度不一致,因为光束质量在固态激光器脉冲持续时间内会发生变化。允许光斑尺寸大于50μ 的周线可以通过光纤和聚焦光路进行焊接。由于“光纤束”的光束质量持续不变,SHADOW焊接显示出深度和宽度几乎不变的焊缝(图1)。 为了进行脉宽达100 ms的周线焊接(例如,可以利用LASAG公司 SLS 或FLS C激光器),必须根据周线的形状而借助于检流计、CNC或回转轴来实现光束快速运动。如图2所示,周线的长度极限和熔透深度取决于脉宽、脉冲能量和光斑。显然,这种焊接策略仅限应用于很小的几何形状。
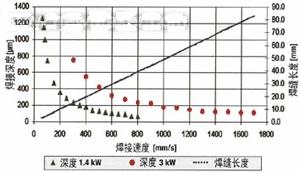
图2:SHADOW焊缝的熔透深度取决于速度和脉冲能量
周线焊接的优点
周线焊接具有许多优点:
◆ 焊接速度 - 显然属于高速焊接,每秒速度在1米以内(类似于高功率CW激光器),而脉冲激光器所达到的常规缝焊速度以每分钟数米计。脉冲激光器之所以速度低,归因于它的脉冲频率和平均能量、光斑大小和光斑搭叠。图2表示单脉冲焊接不锈钢时的焊接深度和脉冲能量,以及达到所需熔透深度的最大伸直长度。
◆ 焊接质量- 分组进行的焊接质量分析[1, 2, 4]显示,被焊周线的可见外观近似于CW激光焊接(见图1)。当峰值能量达到匙孔形焊缝阈值时,焊缝表面出现‘驼峰’似的不稳定状态,这种现象见于高功率CW 激光焊接。
◆ 热影响 - 与标准缝焊相比,快速与几千瓦功率的小光斑相结合,减少了热影响区和变形等副作用,这是可以理解的,要知道在传统的脉冲激光缝焊过程中能量需用几毫秒的时间进行局部积聚,而SHADOW焊接只需几微秒,因此热量来不及从熔池扩散给周围的材料。
◆ 金相组织 - 看起来小光斑与高速度相结合的结果是在“线性“焊池中可以形成有利的熔融运动状态,尤其是在焊接易于出现裂纹或比较脆的类似金属或异金属时,可以导致更好的金相结构和更有利的机械稳定性 [2, 5]。测量结果显示,移动光斑的表面温度相当稳定,相比之下,重叠脉冲式缝焊的表面温度随着光斑的重叠程度和脉冲能量的大小而局部发生波动。必须牢记熔池流动性和热扩散的时间比例与焊接速度同在一个范围,而常规的毫秒级脉冲式缝焊的速度一般慢10倍。这一切势必在熔化和冷却过程中改变熔池的动态变化并影响它的金相组织。 #p#分页标题#e#
微焊接的应用
迄今,上述优点和好处(主要是减小热影响和改进金相组织)在各种应用中得到了证实。
最早的应用之一是高精密度的钟表零件,如游丝、指针 [1] 及其它铜合金零件,如CuBe2、Ms61Pb、德国银或CrNi合金件。同标准缝焊相比,对热影响区和热变形问题的改进无疑得到了论证。在医疗仪器和器官移植方面,生物相容性(不会引起排斥的)金属,如NiTi、不锈钢、Ti、TiAl或白金可以进行焊接,这使人们可以从功能的角度选择材料。图3 (右)表示两根外径3 mm、壁厚0.1mm的薄壁不锈钢管必须对焊并实现真空密闭。为了保证器件的可靠定向稳定性,必须避免热变形。焊接中采用了30ms脉冲,能量5J,转速2150 rpm。图3(右)说明用SHADOW工艺焊接两根不同的NiTi管。
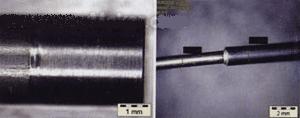
图3:借助一根快速回转轴对不锈钢管(左)和镍钛合金
管(nitinol tube)(右)进行SHADOW焊接
在许多采用铜合金的微电子焊接任务中,熔透深度被局限为几百微米,但是要求很高的机械力、可靠性和有限的热破坏。SHADOW工艺似乎是理想的焊接手段,而且可能成为替代锡焊的选择。SHADOW成功地应用 [4] 于超薄传感器隔膜(< 20 μm)的密封焊接,这些元件对变形和所用夹具有特别苛刻的要求。
结语
SHADOW焊接工艺证实了其有助于Nd:YAG激光微焊接,在必须最大限度地减小焊接过程前后的热副作用、特别是热影响区的变形或金相组织、磁性或其它材料特性的改变的用途中,该方法显示了它的优点。还证明了SHADOW工艺可以成功地焊接类似金属或异金属,而在许多情况下用标准激光焊接会导致不可靠的结果。这给取代有铅锡焊并为选择金属时根据所需要功能,而非根据金属的可焊接性开辟了可能性。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-08-19清华社“视频大讲堂”大系AutoCAD 2012中文版机械设计
- 2021-07-16AutoCAD R13实用技术PDF下载
- 2021-07-12Maya 节点技术教程 王澄宇编著PDF下载
- 2021-06-02AutoCAD建筑制图技术与项目实践PDF下载
- 2021-05-28常用零部件的AutoCAD二维参数化绘图技术(上册)PDF下载
- 2021-05-27常用零部件的AutoCAD二维参数化绘图技术(上册)PDF下载
- 2021-05-20清华社“视频大讲堂”大系AutoCAD 2012中文版电气设计
- 2021-05-20清华社“视频大讲堂”大系AutoCAD 2012中文版机械设计