焊条电弧焊的电源设备分三类:包括交流电弧焊变压器、直流弧焊电源、逆变弧焊电源。
1.对焊条电弧焊电源设备的要求
焊条电弧焊时,欲获得优良的焊接接头,首先要使电弧稳定地燃烧。决定电弧稳定燃烧的因素很多,如电源设备、焊条成分、焊接规范及操作工艺等,其中主要的因素是电源设备。焊接电弧在起弧和燃烧时所需要的能量,是靠电弧电压和焊接电流来保证的,为确保能顺利起弧和稳定地燃烧。要求:
(1) 焊接电源在引弧时,应供给电弧以较高的电压(但考虑到操作人员的安全,这个电压不宜太高,通常规定该空载电压在50-90伏)和较小的电流(几个安培);引燃电弧、并稳定燃烧后,又能供给电弧以较低的电压(16-40伏)和较大的电流(几十安培至几百安培)。电源的这种特性,称为陡降外特性。
(2) 焊接电源还要满足可以灵活调节焊接电流,以满足焊接不同厚度的工件时所需的电流。此外,还应具有好的动特性。
2.交流弧焊电源
交流弧焊电源是一种特殊的降压变压器,它具有结构简单、噪音小、价格便宜、使用可靠、维护方便等优点。交流弧焊电源分动铁式和动圈式两种。BX1-300型动铁式弧焊机是目前用得较广的一种交流弧焊机,其外形如图1所示。交流弧焊机可将工业用的电压(220V或380V)降低至空载60~70V、电弧燃烧时的20~35V。它的电流调节通过改变活动铁心的位置来进行。具体操作方法是借转动调节手柄,并根据电流指示盘将电流调节到所需值。动圈式弧焊电源则通过变压器的初级和次级线圈的相对位置来调节焊接电流的大小。
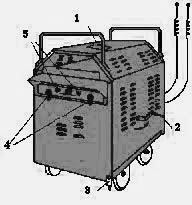
图1 BX1-330交流弧焊机
1-电流指示盘 2-调节手柄(细调电流) 3-接地螺钉
4-焊接电源两极(接工件和焊条) 5-线圈抽头(粗调电流)
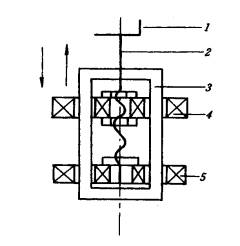
图2 BX3型动圈式弧焊变压器示意图
1-调节手柄 2-调节螺杆 3-主铁心
4-可动次级线圈 5-初级线圈
3.直流弧焊电源
直流弧焊电源输出端有正、负极之分,焊接时电弧两端极性不变。弧焊机正、负两极与焊条、焊件有两种不同的接线法:将焊件接到弧焊机正极,焊条接至负极,这种接法称正接,又称正极性;反之,将焊件接到负极,焊条接至正极,称为反接,又称反极性。焊接厚板时,一般采用直流正接,这是因为电弧正极的温度和热量比负极高,采用正接能获得较大的熔深。焊接薄板时,为了防止烧穿,常采用反接。在使用碱性低氢钠型焊条时,均采用直流反接。


图3 直流弧焊机的不同极性接法
1)旋转式直流弧焊机
旋转式直流弧焊机是由一台三相感应电动机和一台直流弧焊发电机组成,又称弧焊发电机。图4所示是旋转式直流弧焊机的外形。它的特点是能够得到稳定的直流电,因此,引弧容易,电弧稳定,焊接质量较好。但这种直流弧焊机结构复杂,价格比交流弧焊机贵得多,维修较困难,使用时噪音大。现在,这种弧焊机已停止生产正在淘汰中。
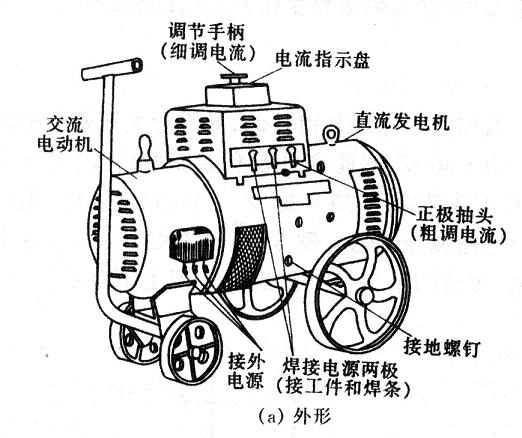
图4 直流弧焊机
2)整流式直流弧焊机
整流式直流弧焊机的结构相当于在交流弧焊机上加上整流器,从而把交流电变成直流电。它既弥补了交流弧焊机电弧稳定性不好的缺点,又比旋转式直流弧焊机结构简单,消除了噪音。它己逐步取代旋转式直流弧焊机。#p#分页标题#e#
3) 逆变式弧焊变压器:
逆变是指将直流电变为交流电的过程。它可通过逆变改变电源的频率,得到想要的焊接波形。
其特点是:
提高了变压器的工作频率,使主变压器的体积大大缩小,方便移动;提高了电源的功率因数;有良好的 动特性;飞溅小,可一机多用,可完成多种 焊接。其原理框图如下:
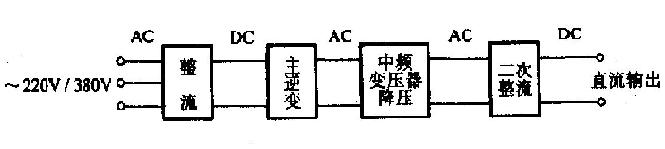
图5 逆变电源的基本原理框图