为了适应汽车工业用户快速发展带来的挑战,提供兼具高效性和灵活性的生产线装备,Cross Huler Ex-Cell-O Lamb不断研发新的系统结构,其推出的“专机式加工中心”概念是以加工中心和专机的组合形式来加工工件的一种新工艺。
作为机床制造公司,我们的任务是要不断寻求采用新的技术,接近、跟上或者是超过汽车工业用户在市场和投资结构方面的快速变化而带来的挑战。在汽车零部件的加工系统中,OEM供应商和零部件提供商既需要传统加工系统的高效性,又需要能适应市场不断变化的灵活性,而且生产准备时间要尽量缩短。上述这些因素驱使我们开发一套新的系统结构,利用成熟的、经过验证的加工单元来尽量避免新系统带来的风险。由于外部采购件的价格逐步降低,设备的投资额越来越少,设备的交货期越来越短,要平衡来自汽车制造业的诸多因素,机床企业往往很不容易做出一个选择。
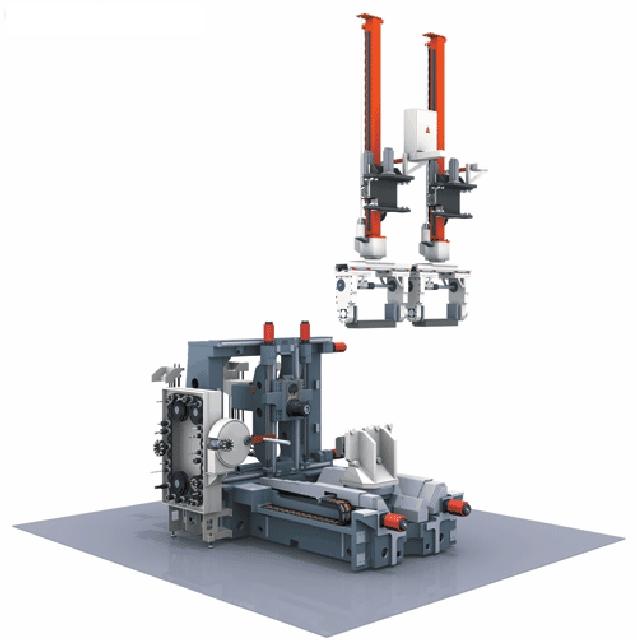
加工柴油发动机缸体采用全自动珩架机械手上下料
资金方面的考虑
我们发现,在汽车动力总成零件企业,尽管其采用的是低劳动成本的制造,但这并不意味着零件的输送采用大量的手工操作而不是自动化,或是不投资购买快速、高效的机床设备。

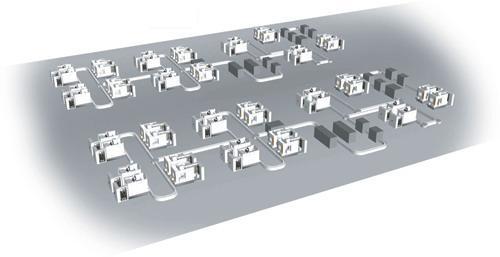
并联加工工艺,程控加工中心分组组成敏捷加工单元
在中国和墨西哥,我们已发现动力总成制造企业在采购带有自动上下料机械手的设备,然而多数情况下,机床间零件的输送还是采用人工方式。当然,机床的优越性主要还是体现在精度和可靠性上,这是不能有任何折扣的。
在中国某重型卡车制造厂,铸铁材料的发动机缸体采用了一个完整的敏捷式加工系统。该加工系统采用12台带有液压夹具、4轴工作台、台面为800mm×800mm的MEGA 加工中心,带有交换托盘,人工上料,加工节拍为4s,机床线速度为80m/min。缸体的粗加工采用高加速度、高效的切削,加工中心机床间的零件输送采用动力滚道输送,精铣和镗削采用一条12工位的自动线。这是一条年产1.5万件发动机缸体并且可扩展的系统。

XT525通过式加工中心,以加工单元的形式,来拟补专机和加工中心之间的鸿沟
在墨西哥的某发动机生产线,采用27台 STAR 500卧式加工中心作为缸盖的粗加工,包括零件的检查、加工定位面、去除毛坯铸造冒口、加工工艺孔等。系统中还包括了一台真空测试仪,检查铸造毛坯的缩孔情况,机床配有上下料机械手。采用我们(Cress H焞ler Ex-Cell-O Lamb)标准的设计,可以使制造商生产出低成本、可靠的、易维护的、满足产品加工质量和耐用的机床。
在中国的另一个汽油机生产厂,发动机缸体的加工采用56台 XS系列的卧式加工中心,缸盖采用48台加工中心。这些机床采用自动的装夹机构,机床间的零件输送靠动力滚道来完成的。该加工系统可生产两种不同型号的产品,每种型号的年产量为15万件,总产量为年产30万件。
48台加工中心组成的缸盖生产线,生产节拍108s,产量 30万件/年(两种型号)#p#分页标题#e#
工艺发展的趋向
汽车工业的生产要达到正确的灵活性,工艺趋向是一个窍门。并列加工工艺,即由一个或多个加工单元组成的多工位程控机床的方案是最好的。当然,其它的加工工艺,如顺序加工工艺、组合式方案等,在发动机缸体和其它动力总成件上也得到了普遍的应用。
1、顺序加工工艺
顺序加工工艺(即传统的自动线)在汽车业中还是很受欢迎的。当产品在设计上不易改变,或是仅进行单一的变动设计,以及当采用重切削或是加工精度要求很高时,必须采用此方案。专机自动线加工内容按工序分配给不同的单独工位顺序完成,并由一条刚性的输送带连接起来。与加工中心比较而言,每道工序的加工内容较少(通常只有一个)。
这种加工系统是可以改变的,但相对并列加工系统,它的灵活性尚显不足,只适合生产同一“家族”系列的产品。若产品发生明显变化,专机自动线就不是一个好的选择了。顺序加工工艺(如专机自动线)在产品质量保证上有它的优势,因为每道工序都是 “专门”的,所以当加工中出现质量问题时则可有据可查。
2、并列加工工艺
并列加工工艺的优点在于它的敏捷性和易扩展性,当有一台设备出现故障时,整条生产线不会因此而停顿下来。然而,并列工艺没有严格的质量检验过程,这种从多个通道汇合的柔性优点,有时会变成多种渠道带来的“错误”累积,给追溯造成困难。
并列工艺,即以加工中心组成加工单元的概念,是具有优点的。我们在缸体加工中采用混合工艺取得过成功。专机自动线在粗、精加工那些具有“不变”的特性时采用,而一组加工中心(并列工艺)加工那些在设计上可变动的特性因素或是4缸和6缸共线生产时采用。一个并列的工艺,由于采用单独的设备和重复的功能,可以优化有效使用率(Overall Operational Efficiency),使其达到80%~85%,这促使机床的有效利用率高达90%。
一般来说,专机的有效利用率要低一些,但我们努力缩小这个差距,使其接近于柔性单元的水平。将一条年产60万件的专机线,改造成三条生产能力稍低、但具有更高可靠性的、单条线生产能力为20万件的生产线。这样的解决方案和一条专机线相比,能够提高有效使用率,并可简化刀具管理和库存管理。
3、专机式加工中心
几年前出现了一个重要的革新工艺理念——专机式加工中心,它结合了自动线和加工中心的特点,将机床转化为一个独立的加工单元。
Cross Huler Ex-Cell-O Lamb设计的加工单元,消除了专机与加工中心之间的对立,弥补了专机和加工中心之间的鸿沟,是以加工中心和专机的组合形式来加工工件的一种新工艺。专机式加工中心用一个旋转的C轴来装夹工件,夹具与专机线或加工中心的类似。在夹具上的工件可以在X、Y、Z轴间作轴向移动,也可以作旋转。刀具主轴在夹具周围以U型布置,切削时工件向刀具运动。刀具包括铣、多轴主轴箱,甚至还包括有车削等工序。专机式加工中心的轴比专机要少,使得它更简单、可靠。因为减少了换刀时间,生产能力要比加工中心高。它的初期投资和运转周期都要低一些。其它优点还包括占地面积小,减少库存、安装和公用设施费用和零件输送费用等。
几种技术的选择比较
1、直线电机与滚珠丝杠驱动的比较
采用直线电机可以使我们能够用单一的刀具,通过刀具的轴向进给,并采用差补的方式来加工大直径的孔。其显著优点就是不必使用特殊刀具,从而降低刀具的费用。直线电机在精度和速度上要高于传统的滚珠丝杠驱动,其移动速度可达120m/min,轴的加速度也很快,如Ex-Cell-O的直线电机机床屑到屑的时间可达2.6s。
 #p#分页标题#e#
#p#分页标题#e#
SPECH 550 Duo双主轴加工中心
然而在钻安装孔、攻丝、钻缸盖油孔等简单的加工中,滚珠丝杠驱动还是有其优势的。它们的价格便宜,而且能够满足质量要求。
2、湿式加工与微量润滑MQL比较
相对湿式加工而言,人们对微量润滑MQL(minimum quantity lubrication)越来越感兴趣。微量润滑可以节约处理铁屑和冷却液的费用,降低冷却液对环境造成的污染,并能够准确地控制切削过程中润滑液的供给量,使之与空气混合形成气雾剂(aerosol)。铣削只需要少量的润滑,而攻丝和切螺纹时需要的较多。由CNC控制的精确供给系统与机床的主轴罩集合成一体,通过输送管提供给切削刀刃适量的气雾剂。
3、单主轴与双主轴的比较
近年来,有关单主轴与双主轴在车削中的比较引发了很多争议。欧洲人习惯上更乐于使用双主轴,因为双主轴可同时加工两个零件。对于大行程、大尺寸工件的加工,现在采用SPECHT双主轴的加工中心。一个机床上同时装有两个主轴、两个夹具、两套刀具交换器,使得机床效率得到提高,减少占地面积。另外,安装和配套费用、公用设施费用和冷却液消耗也有所降低。
但是,当双主轴机床发生故障时,其加工效率也同时损失掉了两倍。所以需要对维修人员进行很好的培训,使其能在尽量短的时间内修复机床。
在北美国家,双主轴概念还是在被缓慢地接受,维修和保养上的复杂性是影响其广泛使用的主要原因。实际上,维修单主轴需要的人员更多,因为要多维修一台机床,就存在更多的潜在停机问题。
4、挑战CGI(compacted graphite iron)
在柴油机中,CGI材料的应用呈增长趋势,机床的制造商正在逐步寻找解决这种硬材料的加工方案。在与这种薄壁截面(为减少毛坯余量和重量)打交道时,我们需要大扭矩主轴和大进给力。MEGA机床的每个轴的双滚珠丝杠都具有充足的进给推力和硬度。
事实上,完美的加工解决方案是不存在的,每种工艺都有其特殊的地方。问题的关键在于要找到一个具有广泛经验的系统提供者,他能够帮助你优化加工工艺,并合理选择物料输送和刀具,满足生产当中的特殊需要。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF