焊接接头形式可分为:对接接头、T形接头、角接接头和搭接接头。
将两块钢板对在一起焊接,称为对接;一块钢板卷成圆筒后对在一起焊接,也属对接。对接接头容易焊透,受力情况好,应力分布均匀,联接强度高,因而焊接接头质量容易保证。
为了保证焊接质量,必须在焊接接头处开适当的坡口。坡口的主要作用是保证焊透,此外,坡口的存在还可形成足够容积的金属液熔池,以便焊渣浮起,不致造成夹渣。坡口的几何尺寸必须设计好,以便减少金属填充量、减少焊接工作量和减少变形。

对接接头形式如图1所示。对于钢板厚度在6 mm以下的双面焊,因其手工焊的溶深可达4 mm,故可以不开坡口,如图1(a)所示。
对于厚度在6-40 mm 的钢板,可采用如图1(b)所示的V形坡口,进行双面焊。在无法进行双面焊时,也可采用带垫板(厚度≥3mm)的单面焊。由于垫板的存在,不易被烧穿。
当板厚为12-60mm时,可采用如图1(c)示的X形坡口。在板厚相同的情况下,采用X形坡口可减少焊条金属量二分之一左右,而且焊件的变形及所产生的内应力相应小些,因此它多用于厚度较大并变形要求较小的工件。X形坡口有对称的;还有不对称的,即一侧深另一侧浅。较浅的一侧焊接工作量小些。
图1(d)(e)分别为单U形坡口及双U形坡口,这类坡口的填敷金属量均较V形坡口少些,焊件变形也较小,但其坡口加工较困难,故一般只在较重要的焊接结构时采用。
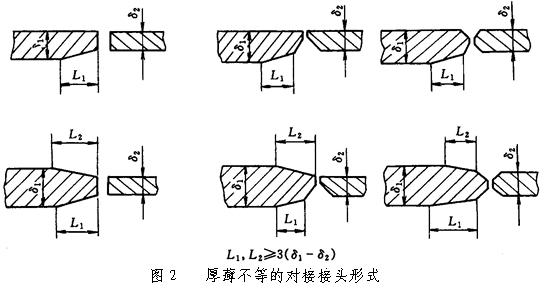
当对接的两块钢板厚度不相等时,为了防止焊接时薄的一边金属过热,而厚的一边金属难于熔化的现象,避免焊不透或烧穿;为了减少由于接头处厚度不等、刚度不一而产生焊接变形与裂纹的可能性,应采用如图2所示的厚度过渡开坡口的形式。在考虑焊接接头时采用等厚度焊接是一条很重要的原则。当薄板厚度≤10mm,两板厚度差≥3mm;或当薄板厚度>10mm而两板厚度差大于薄板厚度的30%,或超过5mm时,均应按图2的要求削薄厚度边缘。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF